Publicaciones e Investigación. Bogotá - Colombia, Vol. 16 No. 1, enero - junio 2022 - ISSN: 1900-6608 e 25394
Tratamiento de grasas y aceites por medio de bacterias lipolíticas en aguas residuales de industria metalmecánica
Treatment of Fats and Oils by means of Lipolytic Bacteria in Wastewater from the Metalworking Industry
* 1 Tania Rincón Rozo,
Tania Rincón Rozo,
1 Estudiante de ingeniería ambiental, Universidad ECCI, Bogotá, Colombia.
taniad.rinconr@ecci.edu.co
2Emily Salinas Garzón
2 Estudiante de ingeniería ambiental, Universidad ECCI, Bogotá, Colombia.
emilysalinasg@ecci.edu.co
3Jaime Andrés Gil Morales.
Docente de ingeniería ambiental Universidad ECCI, Bogotá, Colombia .
Recibido: 15/12/2021 Aprobado: 10/02/2022
Citación:
Gil morales, Jaime Andrés, Rincón Rozo, T. ., & Salinas Garzón, E. . (2022). Tratamiento de Grasas y Aceites por medio de Bacterias Lipolíticas en Aguas Residuales de Industria Metalmecánica. Publicaciones E Investigación, 16(1). https://doi.org/10.22490/25394088.5632
Resumen
Las aguas residuales de las industrias de tratamiento y revestimiento de metales (metalmecánica), presentan contenido de grasas y aceites, debido a los lubricantes que utilizan las máquinas en su proceso de mecanizado, ellos, al mezclarse con las aguas de refrigeración presentan componentes, que, de no ser tratados, pueden producir una alteración en cuerpos de agua (grasas y aceites). Dicho lo anterior, la presente investigación propone como alternativa el uso de bacterias lipolíticas, que por medio de su acción enzimática degradan sustancias oleosas (Otálora et al., 2000). Para ello, en primer lugar, se determinó la concentración de grasas y aceites (mg/l) con el método gravimétrico, dónde se realizaron pruebas con varias alícuotas (muestreo diario), posterior a ello, a las alícuotas se les inoculó una cepa biológica complementada con un filtro, esto con el fin de evaluar el proceso más efectivo para la degradación de grasas y aceites. Por último, se determinó los porcentajes de remoción en cada alícuota, en los cuales se evidenció la eliminación de un porcentaje significativo de grasas, aceites y turbidez; demostrando su efectividad frente a la disminución de sustancias oleosas.
Palabras clave: bacterias lipolíticas, biodegradación, grasas y aceites.
Abstract
The wastewater from the metal treatment and coating industries (metalworking) present content of fats and oils, due to the lubricants used by the machines in their machining process, they, when mixed with the cooling waters present components that, If not treated, they can cause an alteration in bodies of water (fats and oils). Having said the above, the present research proposes as an alternative the use of lipolytic bacteria, which through their enzymatic action degrade oily substances (Otálora et al., 2000) . To do this, first, the concentration of fats and oils (mg / l) was determined with the Gravimetric method, where tests were carried out with several aliquots (Daily sampling), after which, the aliquots were inoculated with a biological strain complemented with a filter, this in order to evaluate the most effective process for the degradation of fats and oils. Finally, the removal percentages were determined in each aliquot, in which the removal of a significant percentage of fats, oils and turbidity was evidenced; demonstrating its effectiveness against the reduction of oily substances.
Keywords: Lipolytic bacteria, Biodegradation, Fats and oils.
1. Introducción
El agua es un elemento natural indispensable para el desarrollo de la vida humana y de las actividades humanas. Es por esto que las industrias usan este recurso para la elaboración de sus productos, por ende, es necesario que la calidad del agua debe ser buena para ser usada en sus procesos. Después de que el agua es usada en un proceso industrial, esta queda en condiciones no muy buenas, con demasiada contaminación (Vidales et al., 2010), dependiendo del tipo de industria y/o proceso productivo se determinan criterios como los contaminantes y las concentraciones, entre otros, de las aguas residuales.
Las grasas y aceites que son altamente estables, son insolubles en el agua. Al ser inmiscibles en el agua, van a permanecer en la superficie dando lugar a la aparición de natas y espumas, dificultando cualquier tipo de tratamiento biológico o físico químico, por lo que es recomendable que las grasas y aceites sean eliminados en los primeros pasos del tratamiento de aguas residuales (Vidales et al., 2010; López et al., 2008; Severiche et al., 2013). Algunos de los contaminantes que más problemas causan en el tratamiento de aguas residuales, son las grasas y aceites, la presencia de estos en los efluentes industriales no sólo provocan problemas en el tratamiento de éstas sino que también dan lugar a la contaminación del suelo y los cuerpos de agua donde éstas son descargadas (Vidales et al., 2010).
Las grasas son compuestos orgánicos que se forman del carbono, hidrógeno y oxígeno, siendo la fuente más concentrada de energía en los alimentos. Pertenecen al grupo de las sustancias llamadas lípidos y vienen en forma líquida o sólida (Severiche et al., 2013). Todas las grasas son combinaciones de los ácidos saturados y no saturados (López et al., 2008; Forero et al., 1999).
Las industrias se han ido incrementando día con día generando empleo y dan satisfacción a las necesidades del ser humano; sin embargo, han contribuido a su vez a la contaminación y agotamiento del agua, ya que la mayoría de las industrias requieren de este líquido para la realización de sus procesos (Vidales et al., 2010). Sin embargo, la reutilización no es común ya que es necesario que las condiciones del líquido sean de calidad, o al menos que el contenido de sales en el agua de proceso sea mínimo, para que no se alteren sus procesos (Vidales et al., 2010).
Un aspecto importante es que en el transcurso del tratamiento se presentan problemas en la eliminación de algunos parámetros, sobre todo en la eliminación de las grasas, que son difíciles de metabolizar por las bacterias, por lo que éstas flotan formando una película densa en el agua (Powell Sheppard, 1987). Además de provocar taponamientos en los sistemas de desagües, también las grasas y aceites son nocivos para el desarrollo de los vegetales ya que los exterminan (Vidales et al., 2010).
En Colombia, dentro de la clasificación del sector productivo denominado como primario se encuentra la industria metalmecánica, la cual ha sido eje fundamental en el desarrollo y consolidación de otros sectores de la economía, como son: la construcción, la industria automotriz, la fabricación de electrodomésticos y maquinaria, entre otros sectores que demandan insumos de acero y hierro, Colombia se destaca como uno de los países de América Latina con mayor consumo per cápita de acero, esto sumado al crecimiento de la clase media y al aumento del ingreso per cápita impulsa la demanda de bienes finales que requieren productos de acero como su principal insumo. Adicionalmente, Colombia cuenta con una posición estratégica en el continente para el desarrollo de proyectos productivos en la industria metalmecánica, que según cifras de Procolombia proyecta un sostenido crecimiento para este sector (Rosenda & Rueda, s.f.).
La transformación y el revestimiento de metales tiene varios procesos en los que los materiales e insumos que se usan afectan el medio ambiente; el agua que se genera durante el proceso tiene una cantidad significativa de desechos, metales pesados, pero sobre todo de grasas y aceites (Ouaissa et al., 2012).
Para eliminar este último se han usado varios métodos fisicoquímicos entre ellos: flotación por aire disuelto (Bolaños, 2009), electrocoagulación (Riccio, 2010), extracción por ultrasonido, filtración y evaporación (Marrero et al., 2015), entre muchos otros.
Estos tipos de tecnologías han demostrado ser eficientes, algunas de ellas tienen altos costos lo que es una desventaja. Ya que es un proceso físico químico, las grasas y aceites no se degradan, solo se retiran del efluente (Ballén-Segura et al., 2016).
Para las determinaciones de grasas y aceites en muestras líquidas se presentan tres métodos, el método de partición-gravimétrica, el de partición infrarrojo y el Soxhlet (Vidales et al., 2010).
El método de partición-gravimétrica es aplicable a muestras de aguas superficiales, salinas y residuales domésticas e industriales, En esta determinación no se mide una sustancia específica sino un grupo de sustancias con unas mismas características físico-químicas (solubilidad). Es aplicable para la determinación de ácidos grasos, jabones, grasas, ceras, hidrocarburos, de bajo y elevado peso molecular de origen mineral que abarca desde la gasolina hasta combustibles y aceites lubricantes y cualquier otra sustancia miscible de ser extraído con hexano (Bravo Herrera et al., 2016).
El método de partición infrarrojo escogido se basa en la extracción de los compuestos orgánicos no polares (principalmente hidrocarburos de origen del petróleo), por su afinidad al tetracloroetileno. Sin embargo, pueden ser extraídos otros compuestos como grasas y/o aceites animal o vegetal y de comportamiento no polar como los pigmentos, dado que no existe un disolvente que sea selectivo (Castillo-Bertel et al., 2013).
El método de extracción Soxhlet para la determinación de grasas y aceites es aplicable para determinar lípidos biológicos e hidrocarburos, ya sea fracciones pesadas o relativamente polares del petróleo y cuando los niveles de grasas no volátiles pueden alterar el límite de solubilidad del solvente. El método es aplicable en aguas residuales o efluentes tratados que contengan estos materiales, aunque la complejidad de la muestra puede producir resultados desviados a causa de la falta de especificidad (Ideam, 2007; Sánchez et al., 2005).
La tecnología del producto EM (del inglés efficient microorganisms), basada en la actividad sinérgica de consorcios de microorganismos eficaces, ha sido reportada como una alternativa para el tratamiento de aguas contaminadas, ya que incrementa las densidades de microorganismos que pueden utilizar los compuestos presentes en el agua como fuente de carbono y energía para su metabolismo y crecimiento, reduciendo sus concentraciones (Valdez Pino, 2016; López & Mato, 2017).
El uso de microorganismos, a diferencia de estas tecnologías, para el tratamiento de aguas residuales industriales, es prometedor para esta área, ya que luego de muchos estudios se ha logrado demostrar que la degradación de compuestos contaminantes es alta (Ballén-Segura et al., 2016); la remoción de estas grasas y aceites se puede hacer mediante bacterias lipolíticas las cuales toman la grasa en el residuo y la metaboliza permitiendo aprovechar los nutrientes, minerales, carbohidratos y proteínas (Otálora et al., 2000), el sustrato de estas bacterias es principalmente nitrógeno y fósforo disminuyendo también considerablemente estas sustancias que generalmente se encuentran en este tipo de efluentes industriales (Otálora et al., 2000).
2. Materiales y método
2.1. Materiales
El estudio se realizó por medio de la determinación de grasas y aceites en aguas por el método soxhlet modificado, expuesto por el Ideam, en el cual se debe preparar un lecho filtrante que permite generar homogeneidad en la muestra; para ello se utiliza un embudo Buchner junto con un papel filtro, este mismo se conecta a una bomba de vacío por medio de un Erlenmeyer con desprendimiento lateral (Ideam, 2007a), que permita la división de las grasas y aceites presentes, del agua de la muestra.
Posterior a ello se realiza un proceso de filtración y extracción para la determinación de grasas y aceites en el cual se usan dos reactivos, uno es el ácido sulfúrico cuya función es precipitar las grasas (Waliszewski et al., 2008) y el segundo es el hexano cloroformo el cual actúa como disolvente clave para la extracción del aceite (Gunnlaugsdottir & Ackman, 1993) agregándolos cuidadosamente por medio de una pipeta; de esta manera se transfiere el material graso extraído a un vaso precipitado de 100ml (Ideam, 2007), realizando los respectivos pesajes durante el proceso en una balanza analítica, con una manipulación adecuada por medio de pinzas de nuez, y se procede a llevarlo a 80ºC en un horno por 12 o 24h, procediendo a pesar de nuevo la muestra.
Por último, la modificación que se le realizó al proceso se dio por medio de una cepa de bacterias lipolíticas y tela filtrante polipropileno, las cuales se aplican antes de extraer las grasas y aceites, ya que esto permite que el proceso sea más efectivo al momento de remover las grasas y aceites presentes, así mismo se realizó la medición de turbidez por medio de un turbidímetro, para conocer como las grasas y aceites afectan la transparencia de la muestra.
2.2 Métodos
La presente investigación es de tipo experimental la cual tiene como objetivo determinar la efectividad de un proceso experimental en el cual se busca realizar un tratamiento de aguas residuales en industria metalmecánica por medio de bacterias lipolíticas y tela filtrante, con el fin de conocer el porcentaje de remoción de grasas y aceites, identificando la efectividad del proceso. Para ello se usaron diferentes muestras, las cuales fueron inoculadas con bacterias lipolíticas por diferentes lapsos de tiempo evaluando su comportamiento de acuerdo a los siguientes procedimientos:
2.2.1. Toma de muestra
El muestreo de aguas residuales se realizó en una empresa de metalmecánica ubicada en la carrera 69ª con calle 17 sur en el barrio Carvajal, localidad Kennedy (Bogotá, Colombia).
De acuerdo al instructivo para la toma de muestras de aguas residuales del Ideam, procediendo a organizar las botellas rotuladas, los reactivos, formatos e insumos (Ideam, 2007b), las muestras se toman del efluente de una de las máquinas usadas en el proceso de mecanizado que realiza esta empresa, alrededor de las 5:00pm.
Ya que las muestras recolectadas para análisis de coliformes, aceites y grasas (cuando aplique) se debe ubicar directamente la botella bajo el flujo del efluente, hasta completar el volumen necesario sin dejarla rebosar. Si se trata de un canal abierto, se debe sumergir y sacar rápidamente la botella, sin dejarla rebosar. Si es evidente una capa de grasa flotante, se deja constancia de tal situación en el formato de captura de datos (Ideam, 2007b).
Se realizó la toma de las muestras con botellas de plástico (PET) previamente lavadas, una vez allí la muestra se subdividió en dos: una de ellas para caracterización simple y una segunda para la implementación del tratamiento propuesto. Para de este modo analizar la remoción de tal parámetro; en las muestras conservadas a una temperatura ambiente.
2.2.2. Caracterización simple
Para evaluar la efectividad de las bacterias lipolíticas para degradar grasas y aceites se realizó una caracterización inicial de la fuente hídrica residual evaluando sus condiciones originales, para conocer su estado inicial y así conocer los parámetros más relevantes a tratar en la muestra y conocer si realmente necesitan un tratamiento, de forma tal que sea posible la comparación con el resultado final en que las bacterias lipolíticas degradan estas grasas y aceites, de esta manera se busca confirmar si la hipótesis es verdadera y se presenta disminución en los parámetros caracterizados.
Los parámetros evaluados fueron:
Grasas y aceites (Ideam, 2007), turbidez (turbidimetro Scientific, inc), pH (pH-metro HANNA pH 210).
Para la determinación de grasas y aceites se usaron dos reactivos, uno es el ácido sulfúrico cuya función es precipitar las grasas (Waliszewski et al., 2008) y el segundo es el hexano cloroformo que es un disolvente clave para la extracción del aceite (Gunnlaugsdottir & Ackman, 1993).
Para determinar la cantidad en mg/l de grasas y aceites en la muestra sin tratar se dio uso a la fórmula establecida por el Ideam (2007).
GYA, mg/L = (Pf- Pi) (1)
V
Muestra inicial sin tratar:
Pi = Peso inicial: 55,3g
Pf = Peso final: 56,0 g
V = Volumen de muestra: 1 L
56,0 g – 55,3 g = 0,7 g 700 mg (2)
GYA, mg/L = (700 mg) = 700 mg/l (3)
1 L
Tabla 1.
Caracterización de agua sin tratamiento y normatividad de vertimientos vigente
Parámetro |
Muestra sin tratamiento |
Normatividad 0631 del 2015 |
Normatividad 0883 del 2018 |
GYA (mg/l) |
700 |
10,00 mg/l |
5,0 mg/l |
Turbidez |
725,0 |
Análisis y reporte |
Análisis y reporte |
pH |
9,17 |
6,00 a 9,00 |
6,00 a 9,00 |
2.2.3. Inoculación de bacterias e inicio del experimento
Inicialmente, se obtuvo un inoculante ambiental en forma líquida compuesto por microorganismos / ml aproximadamente, está compuesto por 29 cepas de bacterias vivas benéficas (algunas facultativas) con diferentes capacidades de degradación: grasa animal, vegetal, aceites, almidones, proteínas y ácido sulfhídrico.
Se inoculó 20 ml a un litro de la muestra de agua residual en una botella de plástico, teniendo en cuenta que sea un proceso aeróbico, se dejó actuar a las bacterias durante 5 días para así determinar el porcentaje de remoción de grasas y aceites.
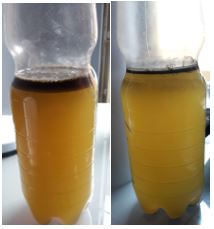
Ilustración 1.
Muestra inicial con inóculo de microorganismos (izquierda). Muestra después de 5 días (derecha).
2.2.4. Determinación de grasas y aceites a través del método gravimétrico (Ideam)
Se determinaron las grasas y aceites presentes a través del método gravimétrico modificado (Ideam, 2007), por medio de un proceso de decantación y secado el cual consistió en:
- En un balón o embudo de decantación se agregó 30 ml de la muestra (Ideam, 2007), se caracterizó su pH, ya que el proceso requiere un pH básico o ácido; de lo contrario se debe modificar para cumplir con las características establecidas.
- Se agregó 1 ml de ácido sulfúrico concentrado, dilución 1:1 (según la concentración inicial del reactivo y las necesidades la fuente hídrica) y 10 ml de hexano cloroformo concentrando, dilución 1:1, agitando vigorosamente durante 2 minutos, dejando liberar presión constantemente (Ideam, 2007).
- Se dejó separar las fases, drenando el extracto orgánico en un vaso precipitado, retornando al recipiente de origen (Ideam, 2007).
- Se drenó la parte inorgánica en el vaso precipitado limpio, seco y pesado previamente.
- Se repetió el procedimiento, hasta extraer los componentes del litro en estudio.
- Se pesó nuevamente el vaso precipitado con la solución y posteriormente se llevó al horno de secado a 80ºc por 48h.
- Pasadas las 48h en el horno de secado, se tomó su peso.
Tomados los datos se usó la ecuación (1), para determinar la cantidad en mg/l de grasas y aceites.
2.2.5. Filtración
Se realizó un proceso de filtración al vacío, procedimiento que consiste en una separación física, que busca dividir muestras o mezclas sólidas - líquidas. La muestra se vierte en un embudo, al que se le ha colocado el filtro adecuado, el sólido de la muestra o de la mezcla, queda en el filtro, y el líquido es atraído hacia el recipiente recolector. Esta técnica es más rápida, que la filtración habitual por gravedad, acelerando la velocidad de filtración (Ideam, 2017).
Adicionalmente, con la misma muestra después de dejar actuar las bacterias por un lapso de cinco días de degradación, se realizó un tratamiento con una bomba de filtrado al vacío, tal como se explicó anteriormente, y una membrana que ayudó a separar y remover considerablemente el parámetro de GYA y simultáneamente su turbidez.
Se determinó la disminución de las grasas y aceites para evaluar la efectividad del tratamiento propuesto con la respectiva fórmula de porcentaje de remoción:
 (4)
(4)
Donde:
R1= resultado 1
R2= resultado 2
2.2.6. Efectividad del proceso
Durante tres días consecutivos se tomó una muestra, alrededor de las 5:00 pm. cada una, esto debido a que se debe tener en cuenta que la producción de la industria es variable todos los días.
Ilustración 2.
Muestras iniciales, tomadas durante tres días consecutivos.

Al tener las tres muestras se inoculó los microorganismos el mismo día dejando actuar por cinco días, para así de esta forma realizar comparaciones, posteriormente se realizó el mismo proceso descrito en el numeral 2.2.5 con las bacterias y el filtro, esto con el fin de comprobar que el método funcione sin discriminar el aumento o disminución de grasas y aceites debido al cambio de la producción en la industria.
3. Resultados y análisis
La evaluación del sistema de tratamiento propuesto se realizó por medio de la medición de parámetros tales como grasas y aceites, turbidez y pH. Los cuales contribuyeron a evaluar la efectividad de los dos sistemas de tratamiento propuestos.
Tabla 2.
Resultados parámetros de aguas tratadas
Parámetro |
Tratamiento bacterias |
Tratamiento bacterias- filtro |
|
GYA (mg/l) |
190 |
100 |
|
| Turbidez (NTU) | 652.3 |
311,8 |
|
pH |
8,8 |
8,9 |
|
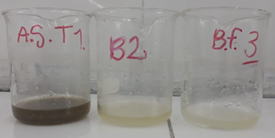
Ilustración 3.
Determinación de grasas y aceites tratadas con diversos procesos 1. Agua sin tratamiento, 2. Bacterias, 3. Bacterias y filtro.
Según los resultados obtenidos después del proceso de tratamiento, se observó cómo se logran mantener parámetros como el pH, el cual se encontró en un nivel satisfactorio, así mismo en cuanto a la disminución de grasas y aceites, se debe tener presente que las muestras contaban con un grado de contaminación muy alto, el cual se logró disminuir satisfactoriamente, sin embargo, no se logra cumplir con los límites establecidos en la normatividad vigente, para la industria metalmecánica.
De acuerdo con lo anterior la resolución número 0631 del 17 de marzo de 2015, en la cual se indica el nivel permisible de 10,00 mg/l y un nivel máximo que requiere análisis y reporte de 6,00 a 9,00 mg/l (MADS, 2015), adicionalmente también se analizó la resolución número 0883 de 2018 por la cual se establecen los parámetros y los valores límites máximos permisibles en los vertimientos puntuales a cuerpos de aguas marinas, la cual indica un nivel permisible de 5,0 mg/l y un nivel máximo de análisis y reporte de 6,00 a 9,00; (MADS, 2018) de acuerdo a la industria escogida.
De acuerdo con la anterior, las muestras aún no cuentan con los valores necesarios para cumplir con la normatividad vigente, sin embargo, sí tienen alta efectividad de remoción tal como se puede evidenciar en la Tabla 5 Porcentaje de remoción, la cual es de gran relevancia ya que indica que el proceso es efectivo, pero su aplicación en una industria con una carga contaminante tan alta como la metalmecánica necesita un proceso extra o una recirculación en el sistema de tratamiento para que pueda cumplir con la normatividad vigente.
3.1 Determinación de grasas y aceites
Aplicando la ecuación 1 con los datos obtenidos en los procesos de tratamiento, la cantidad de grasas y aceites de cada una de las muestras es:
Tabla 3.
Tratamiento inicial
| Peso inicial | Peso final |
Contenido GYA |
Tratamiento con solo bacterias. |
||
46300 mg |
46490 mg |
190 mg/l |
Tratamiento con bacterias y filtro. |
||
61200 mg |
61100 mg |
100 mg/l |
Interpretando los resultados obtenidos en el tratamiento compuesto por bacterias y filtro se logra detallar una reducción de GYA significativa; identificando factores claves al momento de implementar el sistema, ya que los dos procesos de manera simultánea pueden generar un tratamiento efectivo en la industria, verificando las condiciones para degradar de las bacterias y la porosidad de los filtros implementados en el sistema.
Figura 1.
Disminución de grasas y aceites en los diversos procesos de tratamiento.
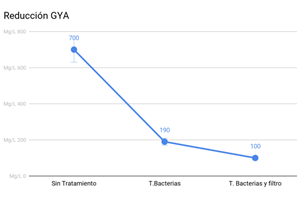
Los resultados expuestos en la Figura 1, nos ayuda a confirmar lo expuesto previamente, por medio de una comparación pertinente.
Indicando que el proceso es viable y se debe tener presente la caracterización del agua a trabajar para de este modo implementar debidamente estos dos procesos en las proporciones y tiempos exactos.
3.2. Efectividad según posibles variables
Para corroborar la efectividad del proceso, con los resultados previamente evaluados, se realizó nuevamente la determinación de GYA, considerando las posibles variables que se pueden presentar en el área productiva de la industria, de modo que se tomaron 3 muestras adicionales en diferentes días productivos de la empresa.
Aplicando la ecuación 1 con los datos obtenidos a través de la fase experimental en laboratorio, la cantidad de grasas y aceites de cada una de las muestras es:
Tabla 4.
Caracterización de muestras
| Sin tratamiento | |||
Muestra |
1.1 |
2.1 |
3.1 |
Pi (mg) |
46490 |
48660 |
47990 |
Pf (mg) |
49770 |
60940 |
53450 |
GYA (mg/L) |
3280 |
12280 |
5460 |
Promedio de pH |
9,74 |
||
|
|||
Tratadas |
|||
Muestra |
1.2 |
2.2 |
3.2 |
Pi (mg) |
55930 |
61020 |
47790 |
Pf (mg) |
55930 |
61130 |
47690 |
GYA |
100 |
110 |
100 |
Promedio de pH |
9,62 |
||
Ilustración 4.
Determinación de grasas y aceites, en diversos días de la semana.
De acuerdo a los resultados obtenidos en el procedimiento, expuestos en la Tabla 5, se evidencia cómo las diferentes muestras de agua residual, presentan variaciones respecto a sus respectivas características antes y después de aplicar el tratamiento con bacterias lipolíticas y tela filtrante de polipropileno, de acuerdo con esto se logra identificar las variaciones de cada parámetro, identificando que el proceso de tratamiento no genera variaciones en el pH, solo contribuye a la remoción de grasas y aceites, de acuerdo con esto, la turbidez de acuerdo a la Figura 4, presenta una mejorar visualmente, de acuerdo a las muestras no tratadas y tratadas.
Figura 2.
Disminución de grasas y aceites en las diferentes muestras antes y después de tratarlas.
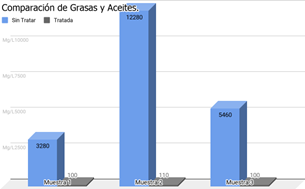
De acuerdo con la Figura 2 se pudo comprobar que el proceso realizado es plenamente efectivo, pese a que varíe la producción de la empresa y si se llegase a producir mayor porcentaje de grasas y aceites, empleando el respectivo proceso, la reducción y efectividad no varían significativamente.
Figura 3.
Disminución de turbidez en las diferentes muestras antes y después de tratarlas.
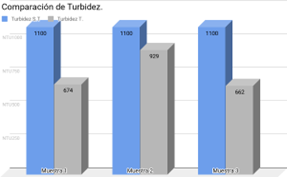
De acuerdo con la Figura 3 durante el proceso se logró identificar que las diversas muestras de la fuente hídrica residual presentaron una disminución en cuanto a la turbidez presente en las muestras antes de ser tratadas, para la muestra 1 se logró la disminución de 426 NTU con respecto a la inicial que para todas fue de 1100 NTU, la muestra 2 presentó un valor de disminución menos significativa con 171 NTU y para la muestra 3 se logró un decrecimiento mayor con 438 NTU con respecto a la inicial; comprendiendo que es un parámetro esencial por controlar en un proceso de tratamiento de agua, el cual puede remediarse por medio del proceso realizado.
Para ratificar la eficacia del respectivo tratamiento realizado se evaluará el porcentaje de remoción, aplicando la ecuación 5 de porcentaje de remoción se obtuvo:
3.3 Comparación de efectividad del proceso a través del porcentaje de remoción
Tabla 5.
Porcentaje de remoción
| Muestra | Inicial |
1 |
2 |
3 |
%R (GYA). |
85,71% |
96,9% |
98,9% |
98,1% |
Al emplear la ecuación (4) porcentaje de remoción se logra esquematizar una reducción significativa del parámetro grasas y aceites, en niveles óptimos para implementarlo a gran escala.
Comprobando la efectividad para degradar de las bacterias lipolíticas complementadas por un filtro que en este caso está compuesto por una membrana de papel filtro con tela filtrante de polipropileno, manifestando un porcentaje de remoción frecuente del 85% al 99%, el cual puede llegar a disminuir o aumentar, pero que sin embargo se mantendrá en unos estándares óptimos de remoción.
4. Conclusiones
De acuerdo a los procesos y resultados previamente expuestos, las bacterias lipolíticas son eficientes en un proceso de tratamiento de aguas residuales, en cuanto a degradación de sustancias oleosas, lo cual nos genera un diseño de tratamiento basado en la biodegradación, arrojando porcentajes de remoción efectivos para la industria, además de mejorar las condiciones de turbidez de la fuente hídrica, comprendiendo de esta manera que este proceso se puede adecuar para realizarlo en plantas de tratamiento con dosis más altas y mejores condiciones de cepas microbiológicas, sin embargo se necesita una investigación para evaluar su potencial a gran escala, además de comprender sus porcentajes de contaminantes y periodos de degradación, según las condiciones de las aguas residuales a tratar.
Uno de los aspectos más destacados fue el porcentaje de remoción de grasas y aceites, en las diferentes muestras expuestas, con condiciones variadas, contemplando que en una planta de tratamiento todos los días no se van a generar las mismas cantidades de los parámetros contaminantes, de esta manera podemos exponer una mayor confiabilidad en el proceso evaluado, ya que sin importar las condiciones, el proceso presenta una efectividad significativa; evidenciando la manera en que actúan las bacterias y posterior a ellas el filtro, lo cual contribuye a deducir que un modelo de filtro más específico con una porosidad pertinente y compuestos específicos logra una eliminación aún más satisfactoria, según los parámetros que se desean remover.
Finalmente, la implementación de estas alternativas es viable, sin embargo se recomienda realizar estudios según el caudal que se maneje, los procesos previos implementados y la retención pertinente para que las bacterias logren realizar sus procesos de degradación, para que de este modo se descarte el proceso o por lo contrario se logre adaptar y optimizar, siendo un gran avance en cuanto al uso de tecnologías biológicas las cuales contribuyen a encaminarnos a un desarrollo sostenible en las diferentes plantas de tratamiento de aguas residuales (PTAR).
Adicionalmente a esto, se recomienda realizar un análisis de costos en la industria de tratamiento de aguas residuales convencionales para de este modo se logre implementar este proceso en los sectores que producen gran contaminación de grasas y aceites.
Conflictos de interés: los autores declaran no tener conflictos de interés.
Agradecimientos
A la Universidad ECCI por los recursos para este estudio. A los docentes, Harold Villamil, Tatiana Montes y Jaime Gil por las contribuciones, críticas y sugerencias hechas para llevar a cabo el proceso y la investigación. A Milton Cáceres y Camilo Posada por su cooperación y apoyo en el laboratorio.
Referencias
Ballén-Segura, M., Hernández, L., Parra, D. Vega, A. & Pérez, K., (2016). Using Scenedesmus sp. For the Phycoremediation of Tannery Wastewater, Tecciencia, 12(21), 69-75.
Bolaño, A.M. (2009). Sistema de flotación por aire disuelto para el tratamiento de aguas residuales industriales. (Tesis de grado). Universidad de Ingeniería de Antioquia, Envigado.
Bravo Herrera, C. A., Osorno Sánchez, C. J. & Salgado Bervis, E. (2016). Propuesta de un tratamiento para aceites y grasas de las aguas residuales de la microempresa “Productos Verdes" Laboratorio de biotecnología. (Tesis de doctorado). Universidad Nacional Autónoma de Nicaragua, Managua.
Castillo-Bertel, M. E., Herrera-Franco, J. G., Acevedo-Barrios, R. L. & Severiche-Sierra, C. A. (2013). Evaluación analítica para la determinación de hidrocarburos totales en aguas por espectroscopia infrarroja. Revista Boliviana de Química, 30(2), 146-152.
Forero, J., Díaz, J., & Blandon, V. (1999). Diseño de un nuevo sistema de flotación para el tratamiento de aguas industriales. Revista Ciencia, Tecnología y Futuro, 1(5), 67-75.
Gunnlaugsdottir, H. & Ackman, RG. (1993). Tres métodos de extracción para la determinación de lípidos en la harina de pescado: evaluación de un método de hexano/isopropanol como alternativa a los métodos basados en cloroformo. J. Sci. Food Agric., 61, 235-240. https://www.unicienciabga.edu.co/images/documentos/investigacion/boletines/Metalmecanica-en-Colombia.pdf
Ideam (2007). Determinación de grasas y aceites en aguas por el método Soxhlet. Revisión especial IDEAM TP 0150. Bogotá: Instituto de Hidrología, Meteorología y Estudios Ambientales.
Ideam (2007a). Grasas y aceites en aguas extracción líquido-líquido y gravimetría. Revisión especial IDEAM TP 0322. Bogota: Instituto de Hidrología, Meteorología y Estudios Ambientales.
Ideam. (2007b). Instructivo para la toma de muestras de aguas residuales. Revisión especial IDEAM TI0187, versión 03. Bogotá: Instituto de Hidrología, Meteorología y Estudios Ambientales.
Ideam (2017). Instructivo de manejo equipo de filtración al vacío. Revisión especial. IDEAM M-S-LC-I009, versión 1, Bogotá: Instituto de Hidrología, Meteorología y Estudios Ambientales.
López, A., De la Barrera, J., Vallejo, R. & Barahona, C. (2008). Estudio comparativo entre un proceso fisicoquímico y uno biológico para tratar agua residual de rastro. Revista Interciencia, 33(7), 490-495.
López, T. D. J. R., & Mato, D. V. (2017). Uso de microorganismos eficientes para tratar aguas contaminadas. Ingeniería hidráulica y ambiental, 38(3), 88-100.
MADS (2015). Resolución 631. República de Colombia. Ministerio de ambiente y desarrollo sostenible. Portal ANLA.
MADS (2018). Resolución 0883. República de Colombia. Ministerio de ambiente y desarrollo sostenible. Portal ANLA.
Marrero, D., Morales, C.L., González, V.L. (2015). Ácidos grasos constituyentes del aceite de las semillas de Leonotis nepetaefolia L. Revista CENIC, 46, 34-37.
Otálora, M.F., Peña, J.L., Martínez, M.M. & Varela, A. (2000). Evaluación de la capacidad degradadora de aceite por bacterias lipolíticas en el lodo residual de la extracción de aceite de palma. Revista Palmas, 21(1), 283-294. https://publicaciones.fedepalma.org/index.php/palmas/article/view/796
Ouaissa, Y. A. Chabani, M. Amrane, A. & Bensmaili, A. (2012). Integration of electro coagulation and adsorption for the treatment of tannery wastewater–The case of an Algerian factory, Rouiba. Procedia Engineering, 33, 98-101.
Powell Sheppard, T. (1987). Manual de agua para usos industriales. México: Editorial Limusa.
Riccio, L.F. (2010). Remoción de aceites y grasa de aguas residuales de la Universidad Nacional del Centro de Perú, por electrocoagulación, a nivel de laboratorio. (Tesis de grado). Universidad Nacional de Trujillo, Trujillo.
Rosenda, L. & Rueda, B. (n.d.). Factores que aportan al desarrollo de la cadena productiva de la industria metalmecánica en Colombia. Uniciencia.
Sánchez, A. G., Martos, N. R. & Ballesteros, E. (2005). Estudio comparativo de distintas técnicas analíticas (espectroscopía de NIR y RMN y extracción mediante Soxhlet) para la determinación del contenido graso y de humedad en aceitunas y orujo de Jaén. Grasas y aceites, 56, 220-227.
Severiche Sierra, C., Castillo Bertel, M. & Barreto Martínez, P. (2013). Evaluación de la precisión y exactitud de un método gravimétrico para la determinación de grasas y aceites en aguas. Química Hoy, 3(2), 18-21.
Valdez Pino, A. (2016). Aplicación de microorganismos eficaces (EM) para el tratamiento de las aguas residuales domésticas en la localidad de Chucuito.
Vidales Olivo, A. & Leos Magallanes, M. Y. & Campos Sandoval, M. G. (2010). Extracción de grasas y aceites en los efluentes de una industria automotriz. Conciencia Tecnológica, 40, 29-34. https://www.redalyc.org/articulo.oa?id=94415759007
Waliszewski, S.M., Mojica García, X., Infanzón, R. M., Barradas Dermitz, D.M. & Carvajal Zarrabal O. (2008). Uso del ácido sulfúrico en las determinaciones de plaguicidas organoclorados, I. Calidad quimico-analitica de la precipitación de grasas por el ácido sulfúrico concentrado en muestras con alto contenido de lípidos, Revista Internacional de Contaminación Ambiental, 24(1), 33-38.