
Modelos De Ensuciamiento En Intercambiadores De Calor Tubulares En Sistemas Indirectos En Procesos Uht En La Industria Láctea
Models Of Fouling In Indirect Systems In In Tubular Heat Exchangers Uht Milk Industry Processes
1Luis Gómez Orozco, 2Ana Ilva Capera Urrego
1Cooperativa Lechera de Córdoba CODELAC. Montería. Colombia. 2Escuela de Ciencias Básicas Tecnología e Ingeniería, Universidad Nacional Abierta y a Distancia UNAD. Bogotá. Colombia.
1luisgomez@gmail.com 2ana.capera@unad.edu.co
Resumen
La tecnología de ultra alta temperatura (UAT) se utiliza ampliamente en la industria de la leche para el tratamiento térmico, ofreciendo una alta eficiencia en cuanto a la destrucción de microorganismos esporulados. Sin embargo, dentro de este proceso se encontró que a temperaturas entre 75°C y 110°C, se llevan a cabo procesos de agregación y desnaturalización de proteínas y precipitación de sales minerales que forman una capa o costra de ensuciamiento en las paredes del tubo de calentamiento; el componente más importante en el fenómeno de ensuciamiento, es la proteína sérica llamada -Lactoglobulina. En este trabajo se resumen los diferentes modelos matemáticos que explican el fenómeno de ensuciamiento a partir de la transferencia de masa. La velocidad de ensuciamiento es el resultado de la diferencia entre la velocidad de acumulación de depósitos y la velocidad con que se remueven. Se encontró que los modelos de KernSeaton y Fryer-Slater son los más ampliamente usados, pues son modelos de velocidad de ensuciamiento en función de la energía de activación y la temperatura de película interfacial entre la capa de ensuciamiento y la leche. Otros modelos identificados nacen en la industria petroquímica, pero son adaptados en el estudio de la desnaturalización de la proteína de la leche, como los de Ebert-Panchal y Paterson-Fryer.
Palabras clave: β-Lactoglobulina, ensuciamiento, intercambiadores de calor de doble y triple tubo, modelos asintóticos, número de Biot, ultra alta temperatura (UAT).
Abstract
Ultra-High temperature (uHt) technology, is widely used in the dairy industry for heat treatment, offering high efficiency in terms of destruction of sporulated microorganisms. However, in this process it was found that at temperatures between 75° C and 110° C, are conducted protein aggregation and denaturation, and precipitation of mineral salts that form a layer or crust of fouling on the walls of heating tube; the most important component of fouling is serum protein called -Lactoglobulin. in this work, different mathematical models that explain the phenomenon of fouling based on the concept of mass transfer are summarized. the rate of fouling is the result of the difference in the rate of accumulation of deposits and the speed with which are removed. it was found that Kern-Seaton and Fryer-Slater‟s models are the most widely used, as fouling rate models depending on the activation energy and the interfacial film between temperature fouling layer and milk. Other models found were born in the petrochemical industry, but they were adapted to the study of protein denaturation of milk, like Ebert-Panchal and Paterson-Fryer models.
Key words: asymptotic models, Biot number, β-Lactoglobulin, double and triple tube heat exchangers, fouling, ultra-high temperature (uHt).
I. Introducción
El procesamiento de leche UHT es un proceso térmico de destrucción de microrganismos de alta temperatura y cortos tiempos (135°C – 150°C x 1 a 10 seg) [1], a diferencia de los procesos de pasteurización, en los que se emplean temperaturas bajas y tiempos más amplios. (72°C – 76°C x 15 seg) [2].
Durante el tratamiento de UHT, las paradas ocasionadas por ensuciamiento de tuberías de precalentamiento, de estabilización y de calentamiento, obligan a la industria procesadora de leche UHT a realizar lavados químicos y esterilización de superficies en contacto con alimentos, incurriendo en tiempos muertos de producción, altos costos por mayor frecuencia de lavados y desgaste de empaques y repuestos a causa de la mayor exposición de las zonas estériles a las altas temperaturas.
Los ingenieros de diseño de equipos de tratamiento térmico están obligados a encontrar la mejor configuración para evitar que se presenten paradas a causa del ensuciamiento de los intercambiadores de calor, trayendo consigo el detrimento e ineficiencia del proceso de producción. Estos han tratado de explicar los mecanismos de ensuciamiento de las zonas de calentamiento y han dado sus mejores aportes para entender el fenómeno y poder derivar de estos un modelo que se adapte a las condiciones de calentamiento.
Encontrar un modelo que explique el mecanismo de ensuciamiento de equipos UHT con aplicación en lácteos ha sido tarea desde hace más de 50 años. En la actualidad, con la ayuda de software de simulación se ha logrado optimizar el diseño de equipos de ultra alta temperatura buscando hacerlos más rentables.
Este trabajo de revisión bibliográfica buscó identificar los principales modelos matemáticos de ensuciamiento aplicados en intercambiadores de calor indirectos, utilizados en el tratamiento térmico de leche UHT, que expliquen el fenómeno de ensuciamiento y aporten información relevante para el mejoramiento del diseño de dichos equipos.
II. Contenido
A. Sistemas de aplicación de calentamiento a Ultra Alta Temperatura (UHT)
En la industria de lácteos existen dos tipos de mecanismos para el tratamiento de calor: sistemas de calentamiento directo e indirecto. A continuación, se hace referencia a los sistemas indirectos, los cuales se utilizan normalmente para el procesamiento UHT de la leche.
En estos sistemas, el medio de calentamiento no entra en contacto directo con el producto. Comúnmente, el vapor calienta un circuito cerrado de agua utilizada para el calentamiento del producto. Este sistema elimina el riesgo de que el producto se contamine, si existiere alguna fuga en el tubo de calentamiento [3]. A estos sistemas pertenecen los intercambiadores de placas que se utilizan ampliamente en fluidos de baja viscosidad y los intercambiadores tubulares.
En sistemas indirectos, el flujo de leche y el flujo de calentamiento pueden estar en direcciones opuestas para minimizar la diferencia de temperatura entre los dos, lo cual ayuda a reducir la cantidad de ensuciamiento en la superficie de transferencia de calor alargando los tiempos de operación y mejorando la calidad del producto; esta diferencia de temperatura podría ser no mayor a 3°C [3].
La Fig. 1, presenta el perfil de temperatura en un sistema indirecto, en el que el calentamiento inicial se da por calor en la sección de regeneración. Por lo general, se encuentra que existe un circuito cerrado de circulación de agua caliente como medio de calentamiento, como se muestra en la Fig. 2.
Fig. 1 Perfil de temperatura-tiempo en un sistema indirecto de UHT [1]

Fig. 2 Diagrama de flujo en un sistema inderecto de UHT [3]
B. Intercambiadores de calor de tubos
En la industria existen dos tipos principales de intercambiadores tubulares: unos son concéntricos y otros son de tubo con coraza.
1) Intercambiadores de tubos concéntricos: construidos con tubos lisos o corrugados, consisten en tubos dobles, triples o más tubos concéntricos para entrada y salida de producto y medio de calentamiento. Este tipo de intercambiador de calor es útil cuando las velocidades de flujo son bajas. Por lo general, los sistemas de doble tubo se usan en la sección de regeneración. Los de triple tubo se utilizan, comúnmente, en la etapa final de calentamiento al alcanzar la temperatura de esterilización y en la sección final de enfriamiento, especialmente, donde las velocidades son restringidas para productos de alta viscosidad y donde se requiere mayor área de transferencia para compensar la reducción del coeficiente de transferencia de calor [4] [5].
2) Intercambiadores de tubo con coraza: son los más comunes en la industria cuando se requieren flujos más elevados. En este tipo, varios tubos de diámetro pequeño se ensamblan al interior de un tubo de mayor diámetro [6]. Estos están interconectados a través de un manifold en cada extremo, llevando el producto en trayectorias paralelas. El medio de calentamiento o de enfriamiento pasa a flujo contracorriente en el espacio alrededor de ellos. Se emplean en su interior deflectores para forzar el producto a fluir, y evitar así, que sea en paralelo, aumentando de esta manera el coeficiente de transferencia [7].
C. Limitaciones del proceso de UHT
Una importante limitación de los equipos de calentamiento indirecto en la industria de la leche, es la formación de depósitos de proteína y minerales en las paredes de tuberías de intercambio de calor. Los grandes efectos negativos que produce el ensuciamiento o formación de depósitos son: detrimento del coeficiente de transferencia de calor, incremento de la caída de presión, incremento del consumo de energía, pérdidas de producto, incremento en los costos de limpieza e impacto negativo en el medio ambiente [8] [9].
1) Ensuciamiento (Fouling): el ensuciamiento, conocido como Fouling por su definición en inglés, consiste en una deposición de materiales no deseados en la superficie de transferencia de calor [10] [11] [12]. Para [13], el término Fouling hace referencia a la acumulación de suciedad, residuos, sedimentos en la superficie donde se lleva a cabo la transferencia de calor, reduciendo la eficiencia del proceso y dando lugar a problemas en planta y a altos costos de producción. Esta terminología se usa ampliamente para describir la acumulación y formación de sustancias no deseadas en una interface, que es causa de la disminución de la eficiencia [14].
A medida que se van depositando se va formando una capa que ofrece resistencia al paso del calor, disminuyendo la eficiencia térmica del intercambiador de calor [8]. Esta capa puede tener baja conductividad térmica y causa un considerable gradiente de temperatura. El ensuciamiento de tuberías reduce el diámetro de flujo incrementando la caída de presión, desfavorece la calidad del producto y puede incrementar el riesgo de una contaminación microbiana [15] [16] [12] [6].
La industria de procesamiento de leche siempre ha tenido preocupación por los problemas de ensuciamiento en intercambiadores de calor. Este es uno de los mayores problemas, sobre todo en los tratamientos a alta temperatura, ya que afecta los tiempos útiles de producción, debido a los largos tiempos de limpieza y esterilización. Estos tienen un efecto sobre los costos y un significativo efecto sobre el medio ambiente, debido al vertimiento de residuos químicos de limpieza [17] [8] [10]. Sin embargo, la industria ha mostrado un profundo interés por este tema, pues ofrece grandes aportes en el campo de la investigación aplicada [18] [19] [20] [21].
El conocimiento de modelos que expliquen el fenómeno de ensuciamiento es importante para el diseño y operación de equipos de intercambio de calor y ayudan a la selección de un intercambiador económicamente favorable [22].
2) Impacto generado por el ensuciamiento: las paradas por ensuciamiento de equipos dan origen a gastos ocasionados por el consumo de quí- micos, horas de personal y tiempo de trabajos de otros equipos mientras se realizan las labores de limpieza. [13] afirma que cerca del 8% de los costos de mantenimiento se deben al ensuciamiento. Por lo tanto, la remoción del ensuciamiento por medios químicos y mecánicos representa un significativo gasto económico e impacto medio ambiental en la industria de alimentos [15]. El ensuciamiento es uno de los problemas más importantes en los equipos de transferencia de calor. Hay mucho interés en este estudio porque es la causa del impacto negativo en la economía de muchas industrias [14].
En algunos países como en Francia se reportan pérdidas que ascienden a millones de euros en tan solo un año y en Holanda se reportan gastos de hasta 40 millones de dólares para evitar este fenómeno. Estados Unidos reporta una pérdida por ensuciamiento en la industria láctea de 18.000 millones de Euros, seguido de Japón con 13.000 millones de Euros, Alemania con 6.500 millones de Euros y Reino Unido con 3.200 millones de Euros [20].
3) Factores que influyen en el ensuciamiento: varios son los factores que influyen en la formación de depósitos o incrustaciones en las superficies de intercambio de calor. A continuación, se presentan los más importantes:
4) Fase de inducción: antes del ensuciamiento, en la superficie puede haber un período de inducción durante el cual solo se forma una capa muy delgada de depósitos. Esta capa tiene una resistencia insignificante a la transferencia de calor y, mediante la mejora de la rugosidad de la superficie, aumenta el coeficiente de transferencia de calor. En los tubos, la duración de la fase de inducción depende principalmente de condiciones de temperatura, de velocidad y de superficie, y tiene una duración de 1 a 60 minutos. Se concluye, que esto se debe a su geometría, áreas de baja cizalla y baja turbulencia, donde la deposición se inicia inmediatamente y se acumula rápidamente, dando tiempos cortos de inducción [23] [26].
El ensuciamiento está clasificado en cuatro categorías [14], según lo presenta la Fig. 3. El primer intervalo ―td” es el periodo en el que no ocurre ensuciamiento y obedece a la naturaleza del producto y al tipo de proceso. La curva lineal indica que la diferencia de velocidad de deposición y remoción es constante. La curva falling indica que la velocidad de deposición disminuye con el tiempo y no alcanza el estado estable. La curva asintótica, la más común, indica que la velocidad de deposición disminuye con el tiempo y alcanza el estado estable cuando la velocidad de deposición es igual a la velocidad de remoción. Esto se da porque la velocidad causa una fuerza de cizalla sobre la capa de ensuciamiento, removiendo algo de esta.

Fig. 3 Curvas de ensuciamiento [14]
5) Tipos de ensuciamiento: hay dos distintos tipos de depósitos, A y B, dependiendo de las reacciones limitantes de los mecanismos de ensuciamiento. Por lo general, el ensuciamiento a temperaturas de calentamiento en un proceso UHT se compone de minerales, tales como, fosfatos de calcio, citratos de calcio y proteínas.
A temperaturas entre 75°C y 115°C se forman depósitos suaves y voluminosos, ricos en proteína, entre un 50-60% p/p; este es llamado ensuciamiento tipo A. Mientras que, a mayores temperaturas por encima de los 110°C, se forman depósitos duros y granulares ricos en minerales, por encima del 80% p/p, llamado ensuciamiento tipo B. Las proteínas del suero, el contenido en los sólidos totales y la temperatura determinan el denominado tipo de ensuciamiento [18] [19] [10].
La β-Lactoglobulina es la responsable de la formación de depósitos tipo A, la cual ocurre en las paredes muy calientes de las tuberías de intercambio de calor durante el tratamiento térmico [27]. La composición del ensuciamiento a las temperaturas de ultra alta, está dominada por el componente mineral, en el que se muestra una cristalización de β −Ca3 (PO4)2 [28].
En concentraciones de sólidos de hasta 25%, la capa de ensuciamiento consiste mayormente en proteína. A concentraciones altas, relativamente más cantidad de fosfato de calcio y citrato de calcio se vuelven insolubles, aumentando la precipitación mineral durante la formación de la capa de proteína [23].
6) Ensuciamiento por desnaturalización de β-lactoglobulina (β-Lg): El fenómeno de ensuciamiento se puede describir por la cinética de la desnaturalización de proteínas; algunos planteamientos se enfocan a un análisis general de ensuciamiento bajo un modelo de formación, pero en el ensuciamiento ha sido principlamente responsable la proteína sérica β-Lactoglobulina (β-Lg) [17] [1] [12] [19]. Esta proteína globular es particularmente termosensible, la cual inicia su desnaturalización entre los 61°C y 65°C, dependiendo de las condiciones que la rodean, como, el pH, concentración de calcio y concentración de proteínas del suero [27] [29].
Generalmente, el proceso UHT consta de dos etapas: una de precalentamiento y otra en la que el producto se eleva a su máxima temperatura. Ambas etapas causan desnaturalización y agregación de proteínas del suero e interacciones entre las proteínas del suero y las micelas de caseína. Las proteínas del suero, con estructura compacta globular, son muy sensibles a los calentamientos y pueden ser desnaturalizadas con facilidad [17].
7) Mecanismos de ensuciamiento: el fenómeno del ensuciamiento es un proceso transitorio de transferencia de masa. Son varios los autores que se han dedicado a estudiar este fenómeno y a darle explicación. Los mecanismos de la desnaturalización de la β-Lg son bien conocidos y muchos autores han mostrado que su desnaturalización puede ser vista como una sucesión de dos reacciones cinéticas [27].
La desnaturalización de la β-Lg y la formación de depósitos ocurren simultáneamente a través del calentamiento del flujo de leche Fig. 4. A temperaturas de 115°C, la velocidad de ensuciamiento se relaciona con la concentración de β-Lg desplegada, que es un intermedio en la reacción de desnaturalización. La forma activa de la β-Lg es capaz de agregarse con otras proteínas o es absorbida a través de la capa de ensuciamiento [23] [10].

Fig. 4 Mecanismo de ensuciamiento por proteínas y minerales [23]
La cantidad de ensuciamiento se obtiene mediante la integración del flujo a lo largo del tiempo y la distancia en la superficie de calentamiento en el equipo. En general, el proceso de ensuciamiento se considera una reacción heterogénea de adsorción de los componentes de la leche en la superficie de calentamiento, acompañada de transferencia de masa y reacción en la capa límite. En resumen, los agregados de proteína se forman en la primera fase, se transportan a la pared y, finalmente, son adsorbidos en la pared del equipo de tratamiento térmico. Aunque el mecanismo exacto de ensuciamiento es, sin duda, más complejo, la desnaturalización de proteínas se considera el mecanismo clave para explicar la mayor parte de los fenómenos [17].
D. Modelos de ensuciamiento
Los modelos matemáticos de ensuciamiento para predicción en sistemas que trabajan a temperaturas de UHT no son todavía claros. La modelación del ensuciamiento ha sido objeto del interés de investigadores que buscan optimizar el proceso de transferencia de calor. El objetivo principal en el desarrollo de diferentes modelos es usarlos como plataforma en un simulador que pueda predecir el comportamiento del ensuciamiento y la temperatura de la leche como función del tiempo bajo unas condiciones de operación específicas [30].
Existen diferentes técnicas para el desarrollo de los modelos de ensuciamiento en intercambiadores de calor. Estas pueden ser:
• Combinación de un modelo de ensuciamiento de proteína con un modelo hidrodinámico en una dimensión en un intercambiador de calor [17].
• Modelos de variación del coeficiente global de transferencia de calor [19] [31].
• Modelos de reacción [27].
• Modelos que se basan en el espesor del ensuciamiento para la medición de la eficiencia térmica [8].
• Balance hidrodinámico y de calor obteniendo una ecuación diferencial expresando la temperatura y el espesor del ensuciamiento como función del tiempo y la posición [30] [32].
• Redes neuronales por medio de la técnica de elemento lineal adaptativo en intercambiadores de placas [33].
Existen varias consideraciones a la hora de investigar el efecto del ensuciamiento [13]: espesor de la capa de ensuciamiento, porosidad, factor de ensuciamiento, tasa de ensuciamiento y variación del coefienciente global de transferencia de calor.
El ensuciamiento usualmente se considera como el resultado neto de dos procesos simultáneos. Matemáticamente, la velocidad neta de ensuciamiento se expresa como la diferencia entre la velocidad de deposición y la velocidad de remoción de material de ensuciamiento y uno de los modelos más antiguos que aplica esta teoría es el modelo de Kern-Seaton, en el cual se han basado muchas investigaciones en la acutalidad para inercambiadores de tubo. Muchos de los modelos desarrollados derivan de este [34].
Algunos modelos de ensuciamiento se han basado en la predicción y simulación del ensuciamiento en intercambiadores de calor a través del modelo de Fryer-Slater en un intercambiador de doble tubo y luego modificado para intercambiadores de triple tubo helicoidal [22] [35]. Algunos investigadores han realizado una solución iterativa para la estimación precisa del coeficiente de transferencia y la solución por la verificación de la caída de la temperatura de salida de la leche debida al ensuciamieneto en un intercambiador de calor tubular [36] [30] [37]. Un modelo de ensuciamiento dependiente de la temperatura fue formulado y simulado en un intercambiador de calor de doble tubo, para predecir el espesor de la capa de ensuciamiento [17].
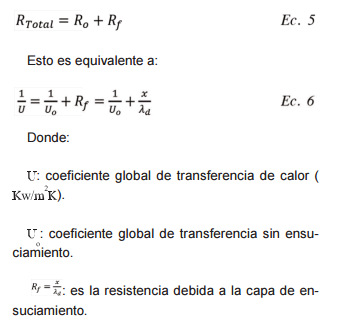
En general, en el efecto sobre el coefieciente global de transferencia de calor y para el cálculo en el diseño de intercambiadores de calor, se incluye el valor de la resistencia ofrecida por la capa de ensuciamiento, [10] [38] [39], como se muestra en la siguiente ecuación:

Donde:
Uο: es el coeficiente global de transferencia de o calor en condiciones limpias y proviene de correlaciones empíricas.
U: es el coeficiente global de transferencia de calor en condiciones de ensuciamiento.
Rƒ: es referido a la resistencia dado por el ensuciamiento calculado así:

Donde:
δf: es el espesor de la capa de ensuciamiento y
Rƒ: la conductividad térmica de la capa de ensuciamiento.
A partir de este modelo se inicia el desarrollo de los actuales modelos matemáticos para relacionar la resistencia ofrecida por la capa de ensuciamiento [8].
E. Modelos matemáticos de ensuciamiento
Durante los últimos años, ha exisitido un avance en cuanto a la modelación del ensuciamiento en intercambiadores de calor con aplicación en industrias petroquímicas y alimentarias. El estudio relacionado con la desnaturalización de la proteína ha permitido que se comprenda mejor el mecanismo de ensuciamiento [9]. A continuación se presentan los aportes adelantados por diferentes investigadores en el área petroquímica y modelos que han tenido su aplicación en la industria láctea.
1) Modelo de Saleh: predice la formación de ensuciamiento a través del cambio en las condiciones de operación que se presenta por la formación de la capa de ensuciamiento. Las condiciones de operación son la presión, la velocidad de flujo y la temperatura de la película [21]:

Donde:
Rƒ:es la velocidad de ensuciamiento.
P: la presión.
V: velocidad.
Tƒ: la temperatura de la película.
[13] explica que es un modelo de tasa de ensuciamiento creciente y no asintótica. No incluye un término negativo que represente la remoción del ensuciamiento, debido al aumento de la presión en la tubería, como resultado de la reducción del área de paso al aumentar el espesor de la capa de ensuciamiento.
2) Modelo de Ebert-panchal: Ebert y Panchal evaluaron diferentes modelos de inscrustación de otros autores y llegaron a la conclusión que los modelos no conseguían prever una condición para el inicio de la incrustación, lo que llamaron, threshold Fouling [40]. De este modo, desarrollaron un modelo que consigue prever la temperatura de inicio del ensuciamiento. La velocidad de ensuciamiento se reduce con el aumento de la velocidad cuando la temperatura de la película es la temperatura de la pared. La siguiente ecuación es la correlación obtenida:

dRƒ/dt:es la velocidad de ensuciamiento debida a la resistencia térmica.
Tƒ: la temperatura de la película.
β:constante adimensional.
Y: una constante de remoción.
Tw: es el esfurzo de cizalla y es igual a ƒ/2ςυ
Mostrando así que la velocidad con que se remueve el ensuciamiento depende del esfuerzo de cizallamiento y de la temperatura de la película. La velocidad de remoción se incrementa con el aumento de la velocidad del fluido debido al incremento del esfuerzo de cizalla. Estos modelos fueron empleados para la industria del petróleo en intercambiadores de tubo y coraza [41] [21].
3) Modelo de espesor de Kern-Seaton: hace más de 50 años Kern y Seaton publicaron un documento en el que describen el crecimiento de los depósitos de ensuciamiento en términos de un balance de masa y calor, en estado no estable para la superficie donde se lleva a cabo el fenómeno de transferencia. El desarrollo de este modelo ha sido la base para la aplicación y diseño de intercambiadores de calor [17] [42]. Observaron que la resistencia de la capa de ensuciamiento de muchos intercambiadores de calor en refinerías de petróleo aparecen de forma asintótica con el tiempo. Esto sugiere que el ensuciamiento depende del tiempo y podría aproximarse a una ecuación empírica.
Este modelo asume que la densidad pd y la conductividad λd son constantes con el tiempo, así como el espesor del ensuciamiento. La velocidad de deposición md=K1vCfue modelada con una correlación de transferencia de masa y es proporcional a la velocidad de flujo y a la concentración de la sustancia incrustante.
El modelo de Kern-Seaton propone que los depó- sitos en la superficie de calentamiento en cierto tiempo, es la diferencia entre la velocidad de deposición y remoción de suciedad en toda la superficie [43].
4) Modelo de Fryer-Slater: fue el primer modelo para el estudio de las propiedades térmicas con el tiempo de ensuciamiento en un intercambiador tubular. Este modelo incorpora reacciones químicas de ensuciamiento, es dinámico y de distribución. Describe una técnica de simulación para el desarrollo de intercambiadores de calor con ensuciamiento de proteínas de la leche. Fryer-Slater calculan la velocidad de ensuciamiento como una función de la temperatura en términos del número de Biot de ensuciamiento [44].
Según la Fig. 5, el espesor de la capa de ensuciamiento δd interface aumenta mientras la temperatura en la Tƒi disminuye.
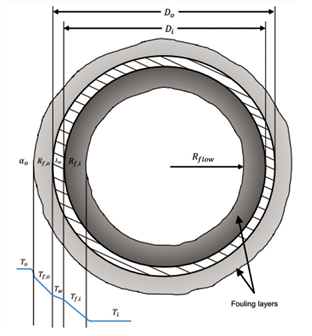
Fig. 5 Perfil de temperaturas en la pared de un tubo con ensucimiento [44]
Con la aplicación de un balance de flujo de energía en una sección de tubería con la capa de ensuciamiento presente, se tiene la siguiente ecuación:

y Bi es un número adimensional referido a la resistencia de la capa de ensucimiento donde esta vez es igual a (hƒ°Rƒ).
Los modelos anteriores de Fryer-Salter fueron combinados con el modelo de Kern-Seaton para obtener un modelo para la velocidad de acumulación de sólidos tal y como se presenta en [17] [11] [30] [32].
5) Modelo de Paterson-Fryer: [41] presenta en su trabajo el modelo de Paterson-Fryer como una propuesta para analizar el ensuciamiento formado por la desnaturalización de la proteína de la leche. En este modelo se considera que el periodo de ensuciamiento puede ser definido en tres estados: un periodo de inducción (A); un periodo de ensuciamiento (B) en el que hay un aumento del ensuciamiento en la superficie y, finalmente, un periodo postincrustación (C) en el cual se igualan las velocidades de formación y remoción en un periodo estacionario asintótico, que se define como una película de espesor determinada, como se presenta en la Fig. 6.

Fig. 6 Curvas idealizadas de ensucimiento [41]
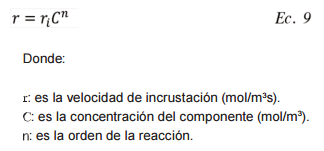
Se relaciona así:
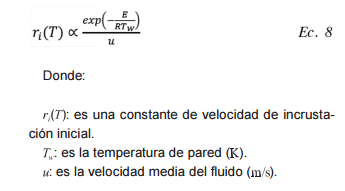
En el modelo anterior, la velocidad constante de incrustación ri(T)está definida así:
En el estudio del espesor de la capa de ensuciamiento, en el modelo de Paterson y Fryer, se relaciona la velocidad constante de ensuciamiento inicial en términos del número de Biot:

La velocidad de incrustación aumenta cuando aumenta la temperatura de la pared ya que es proporcional a la ecuación de Arrhenius. La relación con el número de Biot establece que un aumento en la velocidad de reacción a través del aumento de la temperatura, provoca un aumento en el espesor de la capa de ensuciamiento.
Después de estudios experimentales se obtiene la siguiente ecuación:

Donde: βs: es una constante (m/s)
6) Modelo de Belmar-Bainy: nuevamente [41] reporta el modelo de Belmar-Bainy basado en el estudio de intercambiadores de calor con fluidos de leche. El estudio afirma que el ensuciamiento consiste en varias etapas que envuelven transferencia de masa y reacciones químicas. Uno de los mayores problemas de la incrustación es la interdependencia entre las reacciones químicas y la hidrodinámica.
En el modelo se considera la temperatura de la pared constante y un espesor determinado de ensuciamiento, en el que la resistencia total es la suma de la resistencia térmica del fluido sin y con incrustación:
Reorganizando y reemplazando el concepto del número de Reynolds en el modelo de Paterson y Fryer se tiene:
La propuesta del modelo considera la temperatura de interface entre la capa de ensuciamiento y el fluido, pues suponen que la región turbulenta tiene influencia en el proceso de ensuciamiento.
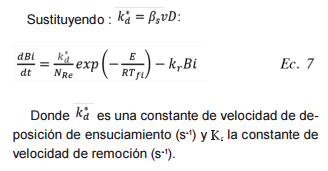
El modelo de Belmar y Beiny lleva incluido el término de remoción; de este modo, este modelo es igual que el propuesto por Fryer-Slater, excepto por el término de deposición que es inversamente proporcional al número de Reynolds [41].
7) Modelos de velocidad de ensuciamiento: la mayoría de los estudios presentados parten del modelo de Kern-Seaton en combinación con la propuesta de Fryer-Slater, en la que se analiza la evolución del espesor de la capa de ensuciamiento con el tiempo. Esta combinación de modelos ha sido empleada en las últimas dos decadas, destacándose las siguientes investigaciones que tienen gran importancia en la modelación y simulación: [45], en un equipo de calentamiento a escala de laboratorio, analizando la evolución del espesor de la capa de ensuciamiento y la tempeatura de calentamiento; [22], con aplicación en un intercambiador de doble tubo; [35] y [46] lo aplicaron en un intercambiador de triple tubo; [17], en el estudio del espesor del ensuciamiento en función de la cinética de desnaturalización de proteína; [30], en el estudio de la evolución de la temperatura de calentamiento y el cambio en el número de Biot. Estos modelos han encontrado amplia aplicación en el diseño de intercambiadores para la industria de la leche. En la siguiente ecuación se describe la velocidad de acumulación de sólidos en términos del número de Biot.

8) Resultados de las diferentes simulaciones: en la literatura se encuentran reportados los resultados de las simulaciones realizadas por varios investigadores, con variación de diferentes propiedades. Así, por ejemplo, [46] emplearon una tubería de calentamiento de 2,28 m de largo y seleccionaron 46 nodos con una separación de 0,05 m. El número de iteraciones se calculó dividiendo el tiempo total del proceso por el tiempo requerido por la leche para viajar por toda la longitud del intercambiador de calor. Por su parte, [30] utilizaron una longitud de 4,7 m de tubería en la sección de calentamiento y se dividió en 95 nodos con separación de 0,05m.
Las variables tenidas en cuenta por estos autores en las simulaciones y para las cuales encontraron resultados similares fueron: variación de la temperatura con la longitud, variación de la temperatura de salida con el tiempo, variación del espesor de la capa de ensuciamiento con la longitud, variación del espesor de la capa de ensuciamiento con el tiempo y variación del número de biot con la longitud.
9) Modelos de ensuciamiento combinados: [2] realizaron una modelación en una dimensión. Se aplicó a tres diferentes configuraciones de planta de UHT, en las que simulan el comportamiento en una tubería y luego extrapolan los resultados en el resto de tuberías del sistema. El modelo desarrollado hace énfasis en la predicción del ensuciamiento, inactivación bacteriana y las reacciones iniciadas por el calor. Consideran el modelo de la ecuación de continuidad para los diferentes componentes a través de un pequeño volumen finito del intercambiador de calor, combinada con la ecuación de energía sobre el mismo elemento de volumen.
[17] estudiaron un sistema que implica la combinación del modelo de espesor de Kern-Seaton y reacciones de desnaturalización de proteínas a través de un modelo cinético en el que intervienen tres reacciones. Tuvieron en cuenta el efecto que tiene la temperatura de proceso y el cálculo del coeficiente global de transferencia de calor que se encontró a través del conocimiento de la temperatura, obtenida por medio del balance en estado dinámico del intercambiador. La temperatura se empleó para calcular el coeficiente convectivo a través de correlaciones, el cual depende de las propiedades térmicas y físicas del alimento, que están en función de la temperatura.
El modelo empieza a desarrollarse con el cálculo de las propiedades termofísicas de la leche lo cual se puede realizar por medio de diferentes modelos empíricos [47]. Luego, se asume que la temperatura del medio de calentamiento es la temperatura de la pared; con ello, se calcula el coeficiente global de transferencia de calor corregido.
10) Modelos de ensuciamiento basados en la reacción de desnaturalización de proteína: el planteamiento de modelos de reacción se basa en los alimentos que presentan desnaturalización de proteínas. [17] aplican un modelo cinético en el que se asume que las reacciones químicas de ensuciamiento toman dos etapas. En la primera, la β-Lg (N) pierde su estructura ternaria. La proteína desdoblada (U) se convierte en un agregado de proteína (A); esta última juega un papel importante en el proceso de ensuciamiento y este paso de agregación es una reacción de segundo orden. Las proteínas desdobladas (U) pueden reaccionar con otros constituyentes de la leche (M) para formar otros agregados (F) que tambien pueden formar ensuciamiento (F*) [27] [10] [48]. A continuación se presenta un esquema de la dirección que toman las reacciones de desnaturalización de la β-Lg en el proceso de ensuciamiento:
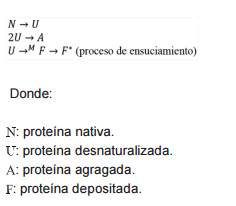
Estos esquemas de reacciones cinéticas pueden ser llevadas a ecuaciones diferenciales reuniendo todos los parámetros cinéticos necesarios para el modelo de reacción de despliegue y agregación [49].
F. Medición y monitoreo de la capa de ensuciamiento
El monitoreo del ensuciamiento requiere una alta demanda en la calidad del sistema de medición y análisis. La medición puede hacerse de forma experimental o analítica. Las dos principales características presentadas por la presencia de ensuciamiento son la reducción de la eficiencia térmica y el incremento de la caída de presión. Existen formas experimentales como la caída de presión, el monitoreo de la temperatura y la transferencia de calor, parámetros eléctricos, ópticos, métodos acústicos, ultrasonido, etc. También se encuentran métodos numéricos y computacionales, en los que se verifica la variación hidrodinámica. Lo más tradicional en laboratorio son pesadas directas, en las que se tara el tramo de la tubería con el tratamiento, y es apropiado que haya un balance preciso para detectar los pequeños cambios de masa; necesariamente, se utiliza una tubería con una capa delgada para reducir el error y aumentar la exactitud del método. La otra opción es medir el espesor directamente, ya que en ocasiones la capa de ensuciamiento resulta ser muy delgada, en el orden de los 50 μm. Se extrae una fracción de la capa de ensuciamiento que esté dura y se realiza una medición directa con un micrómetro o al microscopio. También se puede aplicar la técnica de conductividad eléctrica para la medición del espesor.
1) Caída de presión: el ensuciamiento es causal de la disminución del diámetro hidráulico durante el tiempo de operación, generando una caída de presión del sistema y la falla en la operación. Cuando se desarrolla el ensuciamiento, el cuadrado medio del área en una tubería decrece, conduciendo a la caída de presión a una velocidad de flujo constante [18] [8] [25]. Por lo tanto, el estudio de la caída de presión es importante en la comparación de diferentes sistemas y condiciones de proceso.
2) Temperatura y parámetros de transferencia de calor: cuando se desarrolla el ensuciamiento, la transferencia de calor disminuye y la temperatura de salida del producto cae. Si se fija la temperatura del producto, la temperatura del medio de calentamiento se incrementa. Esto se usa para medir la presencia de ensuciamiento, ya que el alto incremento de la temperatura del medio de calentamiento informa acerca de la presencia de ensuciamiento. Los cambios de temperatura pueden usarse para determinar el ensuciamiento, y la temperatura de salida y los parámetros de flujo, para desarrollar un modelo para el control de la esterilización de la leche [11] [18].
Los parámetros de transferencia de calor como el flujo de calor, el coeficiente global de transferencia de calor y la resistencia al ensuciamiento están basados en los cambios de temperatura, velocidad de flujo, conductividad térmica del producto, medio de calentamiento y la capa de incrustación. [19] citan la ecuación para el monitoreo del esuciamiento a través de los cambios del coeficiente global de transferencia de calor (Overall heat transfer coefficient, OHTC por sus siglas en inglés), durante la esterilización de leche. Así mismo, para [18]:


[19] y [18] investigaron la relación del efecto de la temperatura de calentamiento a diferentes tiempos de retención o mantenimiento en combinación con un intervalo de temperaturas de ultra alta, con leche reconstituida, para encontrar el tiempo de trabajo, como lo muestra la Figura 7.
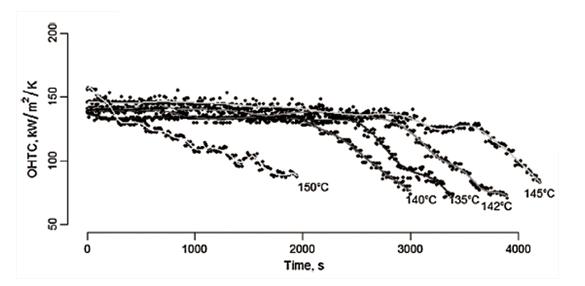
Fig. 7 Variación del OHTC con leche reconstituida precalentada a 95°C y temperatura ultra alta de 135, 140, 142, 145 y 150ºC [19].
Otra forma de monitorear el ensuciamiento es la que presentan [50], como la velocidad del cambio de las características de transferencia de calor en la sección de alta temperatura, indicada por el cambio en la diferencia de temperatura ΔT a la salida del producto:
Los valores de velocidad de flujo de leche y de agua caliente, y las temperaturas de entrada y salida de leche se fijan constantes; esto permite que la tasa con que cambia ΔT sea un reflejo directo de la tasa de cambio del coeficiente global de transferencia de calor en la sección de calentamiento y tome el atributo de tasa de ensuciamiento (fouling rate, FR).

La tasa de ensuciamiento FR se calcula con base en una línea de regresión de ΔT versus el tiempo durante el periodo de operación.
[51] presentan una forma sencilla de monitorear el ensuciamiento en sus ensayos de recubrimientos de superficies de transferencia de calor. Ya que el flujo de calor y la temperatura de la leche se mantienen constantes, Rƒ puede calcularse con el incremento de la temperatura de la superficie con el tiempo, con lo que se puede graficar la resistencia frente al tiempo:

3) Mecanismos de medición del espesor de ensuciamiento: en los estudios relacionados con la limpieza de intercambiadores de calor para UHT, es importante monitorear el grosor de la capa de ensuciamiento para medir la efectividad del procedimiento de limpieza. [28] emplearon un sensor láser de triangulación para monitorear el espesor de la capa de ensuciamiento durante el proceso de limpieza. Consiste en la medición del ángulo que el láser refleja a través de la superficie, calculado a la distancia entre el láser y la superficie, encontrando buenas lecturas.
Otros métodos de medición de la capa de ensuciamieno, mientras se lleva a cabo la deposición, es el uso de trazos radiactivos, sistemas ópticos y sistemas infrarrojos (desarrollo y eliminación de biopelículas) [34]. [21] mencionan investigaciones en las que el crecimiento de la capa de ensuciamiento se mide a través de la conductividad eléctrica haciendo fluir una solución de proteína del suero del 1% en un intercambiador de platos.
4) Sistemas para la detección de la presencia de ensuciamiento: [24] desarrollaron una técnica basada en la combinación de parámetros de ultrasonido y redes neuronales artificiales (ANN, por sus siglas en inglés). Aquí, los cambios de los parámetros son sensibles a los cambios que sufre el área de transferencia de calor. Se mide la energía de los dos primero ecos, amortiguación de la señal y la impedancia acústica característica y para mejorar la detección y desarrollar un método de reconocimiento de estos patrones, se combinaron con una red neuronal artificial. Una ANN es una emulación de una red biológica que puede establecer casi que cualquier relación entre los datos de los modelos de construcción entre un conjunto de vectores de entrada y de salida. Las ANNs han sido también usadas para monitorear y predecir el ensuciamiento en calderas y en diseños de operaciones de limpieza de intercambiadores de placas.
[25] cita a varios autores que usan la técnica de ultrasonido. Uno de ellos usa un haz de ultrasonido a través de un transmisor acústico para controlar la evolución de la potencia acústica y el retardo de estas en un intercambiador de calor de platos durante el ensuciamiento y la limpieza, y lo compara con la caída de presión y la masa de los depósitos en cada plato. Los resultados mostraron la disminución del poder acústico y el retraso del ensuciamiento.
III. Resultados y Análisis
Los intercambiadores indirectos de calor empleados para aplicaciones de UHT en la industria de la leche son más propensos a sufrir ensuciamiento comparados con sistemas directos [1]. Debido a la formación de una capa de ensuciamiento compuesta por proteínas desnaturalizadas y una fracción mineral en las paredes de calentamiento, se aumenta la frecuencia de los lavados químicos de los intercambiadores de calor, incurriendo en un impacto ambiental y pérdidas de capacidad de proceso. Para ampliar los tiempos efectivos de trabajo es preciso estudiar cómo están relacionadas las variables de proceso, velocidad de flujo (velocidad de cizallamiento), temperatura del seno del fluido, temperatura del vapor para calentamiento del fluido de calentamiento, caída de presión en medio de la entrada y salida de producto a través de la tubería de calentamiento y además conseguir la estabilización de proteínas para disminuir la concentración de proteínas agregadas.
El mecanismo de ensuciamiento está basado en un fenómeno de transferencia de masa que ocurre en el seno del fluido de leche, formando depósitos en las paredes de intercambio de calor. Este fenó- meno lo atribuyen la mayoría de los autores, a la proteína del suero β-Lg. Se entiende que la desnaturalización de esta proteína sufre varias etapas hasta generar los depósitos [27] [29] [1] [10]. [17] presentaron estas etapas como de desnaturalización, de agregación y de deposición final. La capa de ensuciamiento de composición proteica es de baja conductividad, lo que crea una resistencia adicional a la transferencia de calor, afectando el valor del coeficiente global y disminuyendo la eficiencia térmica del proceso de calentamiento [18].
Las diferentes etapas de desnaturalización de proteínas están gobernadas por la energía de activación de Arrhenius y dependen de la temperatura en que se lleva a cabo el calentamiento [27]. Gracias al análisis de la aplicación de los modelos, se pudo encontrar que el aumento de temperatura es directamente proporcional al grado de ensuciamiento que se entiende por el aumento en la desnaturalización de la β-Lg y aumento en la generación de depósitos en las paredes del intercambiador de calor [30] [46].
En general, los modelos de ensuciamiento presentados, junto con el estudio de la cinética de la desnaturalización de la β-Lg, han ayudado a comprender mejor los mecanismos de ensuciamiento [11]. Los modelos muestran que la velocidad de ensuciamiento está influenciada principalmente por el grado de calentamiento del fluido, por la formación de una capa de ensuciamiento que ofrece una resistencia térmica que cambia los coeficientes globales de transferencia de calor y por la velocidad de cizallamiento en el seno del fluido [42] [17].
Los modelos presentados por [30], [32], [46], [35] y [22], desarrollados a partir del concepto de KernSeaton sobre la velocidad de ensuciamiento y del de Fryer-Slater en el que se emplea el número de Biot y se relaciona el coeficiente de película interfacial con la conductividad térmica de la capa de ensuciamiento, resultan ser los más apropiados para estudiar cómo evoluciona la capa de ensuciamiento en función del tiempo y de la temperatura del proceso.
IV. Conclusiones y Trabajos Futuros
En el presente artículo, se realizó una recopilación bibliográfica acerca de los temas relacionados con mecanismos y modelos de ensuciamiento en intercambiadores de calor usados en fluidos lácteos. En estos se presenta una información de las aplicaciones de modelos matemáticos como los de Kern-Seaton y Fryer-Slater en intercambiadores de calor de doble y triple tubo. Estos modelos presentados por los autores son de gran utilidad para realizar aplicaciones y simulaciones a escala piloto e industrial. La información que entregan es muy apropiada para el uso de simulaciones de procesos de UHT y permite el seguimiento a la cinética de ensuciamiento en simulación de procesos.
En los modelos hallados se encontró un factor común: la velocidad de ensuciamiento es el resultado de la diferencia de la velocidad con que se acumulan los depósitos y la velocidad de remoción de estos. La velocidad de acumulación está influenciada por la temperatura y la cinética de desnaturalización de la β-βglobulina. A su vez, la velocidad de remoción está influenciada por la velocidad de cizallamiento en el seno del fluido, la cual tiene un efecto inverso a la deposición, removiendo el ensuciamiento. Este comportamiento fue explicado por el modelo de Kern-Seaton citado por [42], en el cual se observó un comportamiento asintótico, sin periodo de iniciación. A medida que pasa el tiempo, la velocidad de ensuciamiento se hace constante debido a que se igualan la velocidad de deposición y la de remoción.
El modelo de Kern-Seaton ha tenido amplia aplicación para explicar el fenómeno de ensuciamiento en intercambiadores de calor con aplicación en lácteos. Sin embargo, en años recientes, dicho modelo se ha combinado con una propuesta de Fryer-Slater en la que se involucra el número de Biot adimensional, que relaciona la conductividad térmica de la capa de ensuciamiento con el coeficiente de película interfacial entre la pared y el seno del fluido de leche.
[17], [30], [32], [46], [35] y [22] realizaron una simulación aplicada de los modelos de Kern-Seaton y Fryer-Salter en un intercambiador de calor de tubos, obteniendo resultados muy acertados, por lo que se concluye que estos modelos funcionan perfectamente para explicar el fenómeno de ensuciamiento. Los modelos desarrollados por los anteriores autores se basaron en el estudio del espesor de la capa de ensuciamiento, la temperatura de proceso y el cambio en el número de Biot con el tiempo.
Finalmente, de acuerdo con estos hallazgos, se puede concluir que los modelos de Kern-Seaton y Fryer-Slater, aunque de los más antiguos, son los de mayor uso en simulación de procesos de ensuciamiento en la actualidad y son modelos dinámicos que relacionan la velocidad de deposición y remoción de ensuciamiento, la temperatura y el número de Biot.
En investigaciones posteriores es recomendable desarrollar modelaciones de ensuciamiento realizando comparaciones de procesos en las que se utilicen diferentes tipos de leche que involucren adición de sustancias, como estabilizantes, espesantes, azúcar, harinas. Se deben verificar los resultados de las diferentes formulaciones y estudiar, a la vez, la composición de la capa de ensuciamiento para determinar las propiedades térmicas de esta para su inclusión en posteriores estudios de ensuciamiento. También es importante el análisis de los resultados de las modelaciones sobre intercambiadores con superficies internas modificadas, como rugosidad y recubrimientos, que afectan el coeficiente global de transferencia de calor; a su vez, generar más turbulencia para aumentar la velocidad de cizallamiento y así aumentar el valor en el segundo término del modelo de Kern-Seaton.
Este trabajo puede ser de interés para estudios de sistemas de limpieza de intercambiadores de calor, pues se presenta el análisis de parámetros de proceso como temperatura de calentamiento, espesor de la capa de ensuciamiento y cinética de ensuciamiento que ayude a minimizar costos en la limpieza y hacer mejoras en los ciclos empleados para disminuir el ensuciamiento. Por otro lado, la estrategia presentada por autores como [30] y [36], de lo cual se puede consultar en la fuente con más detalle, es una oportunidad para estudiosos en el área de transferencia de calor y simulación de procesos.
Referencias