Residuos piscícolas a ensilaje biológico: evaluación Fisicoquímica
From Fish Waste to Biological silage:Physico-chemical evaluation
1Rodrigo Ortega-Toro, 2José Luis Hoyos Concha
Universidad del Cauca, Facultad de Ciencias Agrarias, Popayán, Colombia.
1rodrigo.ortega@gmail.com 2jlhoyos@unicauca.edu.co
Resumen
Una alternativa para estabilizar los subproductos provenientes de piscifactorías es el ensilaje de los residuos y vísceras, los cuales servirán como base para la alimentación de otras especies. Este proceso es amigable con el medio ambiente, seguro, simple tecnológicamente y económico. El objetivo del presente trabajo fue evaluar parámetros fisicoquímicos de residuos de tilapia durante el proceso de fermentación ácido láctica. Se fermentaron matrices de residuos de tilapia roja (Oreochromis spp.) inoculadas con bacterias ácido lácticas (BAL) de yogur y Lactobacillus plantarum B2. Se usó un diseño factorial de 22 en el que los factores por evaluar fueron la matriz y el inóculo, cada uno con dos niveles. Se evaluaron, así mismo, parámetros fisicoquímicos como, pH, acidez titulable, consumo de azúcares totales y análisis proximal. Se encontró que el proceso fermentativo de ensilado inoculado con L. plantarum B2 presentó mejor comportamiento en cuanto a reducción de pH y producción de acidez titulable. En cuanto al ensilaje obtenido mediante la fermentación con yogur, presenta parámetros de calidad aceptables siendo este inóculo una alternativa viable para llevar a cabo el proceso de fermentación.
Palabras clave: ensilaje biológico, fermentación ácido láctica, residuos, tilapia.
AbstrAct
An alternative to stabilize the by-products from fish farms is the silage of waste and viscera, which will serve as a basis for the supply of other species. this process is friendly with the environment, safe, economic and simple technologically. the objective of the present work was to evaluate physicochemical parameters of tilapia residues during the process of acid lactic fermentation. Waste samples of red tilapia (Oreochromis spp.) inoculated with lactic acid bacteria (BAL) of yogurt and Lactobacillus plantarum B2 were fermented. it was used a factorial design of 22 in which the factors for evaluating were the samples and the inoculum, each with two levels. We evaluated, likewise, physicochemical parameters such as pH, titrable acidity, consumption of total sugars and proximate analysis. it was found that the fermentative process of silage inoculated with L. plantarum B2 showed a better behavior in regard to pH reduction and titratable acidity production. in regard to the silage obtained through the fermentation with yogurt, it presents parameters of acceptable quality, being this inoculum a viable alternative to carry out the fermentation process.
Keywords: acid lactic fermentation, biological silage, tilapia, waste.
i. intRoducción
El ensilaje de pescado se define como un producto semilíquido, pastoso, producido a partir de los residuos de la industria pesquera, carbohidratos como fuente energética y fermentado anaeróbicamente mediante la adición de BAL [1].
El constante desarrollo de la industria pesquera genera gran cantidad de residuos que son conside- rados materias de buena calidad proteica y se des- cartan anualmente generando gran contaminación. En Colombia, la acuicultura tiene gran auge, contri- buyendo a la productividad del país. Por otro lado, se ha incrementado la preocupación por el medio ambiente y el óptimo aprovechamiento de los recur- sos, promoviendo la utilización integral de residuos, dándoles uso idóneo y disminuyendo en gran medi- da la contaminación [2].
Una alternativa para estabilizar los subproductos provenientes de piscifactorías, es el ensilaje de los residuos y vísceras, que servirán como base para la alimentación de otras especies. Este proceso es amigable con el medio ambiente, seguro, simple tecnológicamente y económico [2, 3].
El ensilado ha sido estudiado extensamente para incrementar la productividad de algunas industrias [4]. Entre sus aplicaciones está el abono orgánico [5], la producción de condimentos y químicos, ali- mentación de cerdos, aves y peces, cuyes mejora- dos [6] y camarón blanco [7], cuyo resultado es la disminución tanto de la contaminación como de los costos totales de producción [8].
A pesar de las ventajas de utilización del ensilaje, aún no se ha definido un patrón composicional [5]. Sin embargo, muchos investigadores han utilizado residuos y vísceras de pescado como componentes principales para la fermentación [8], inoculando con BAL de diversas especies, entre las que se encuentran el Lactobacillus plantarum B2 y las BAL de yogur [9] por su disponibilidad y efectividad en la fermentación.
El objetivo de este trabajo fue evaluar los parámetros fisicoquímicos y microbiológicos de matrices de ensilaje durante 18 días de fermentación a tem- peratura ambiente inoculado con BAL de yogur y L. Plantarum B2.
ii. mateRiales y métodos.
A. Materiales
La Asociación de Piscicultores de Mindalá (Aso- pim), la Asociación de Productores Indígenas del Cauca (Asproinca) y la Asociación de Piscicultores de la Salvajina del municipio de Morales-Cauca (Apismo), ubicados en la represa La Salvajina (Cau- ca), fueron los entes encargados de suministrar los residuos y vísceras de tilapia roja. Por su parte, el Laboratorio de Biotecnología de la Universidad del Cauca proporcionó la cepa de Lactobacillus planta- rum B2 y las BAL del yogur fueron aisladas de un yogur comercial. Como fuente de carbono se usó harina de yuca (Manihot esculenta Crantz) variedad HMC-1, adquirida en la empresa Deriyuca Ltda. ubi- cada en el municipio de Mondomo (Cauca); como anti fúngico se utilizó benzoato de sodio [10] adqui- rido de Sigma Aldrich, y como antioxidantes se dis- puso de extracto de cebolla [11] proporcionados por las plantas piloto de la Facultad de Ciencias Agro- pecuarias de la Universidad del Cauca.
B. Métodos
1) Activación de las cepas: las cepas fueron ac- tivadas en un medio alternativo estandarizado, e incubando a 35 ºC por 48 h [12] en una incubadora E&Q serie IDEN-6V.
2) Eviscerado y fileteado: las tilapias rojas se cosecharon en la represa La Salvajina, se congelaron y transportaron hasta la Planta Piloto de Cárnicos de la Facultad de Ciencias Agropecuarias de la Universidad del Cauca donde se evisceraron y filetearon y, poste- riormente, se homogenizaron en un molino industrial Javar serie 06 con un disco de 4,5 mm. Las vísceras fueron homogenizadas usando el mismo método.
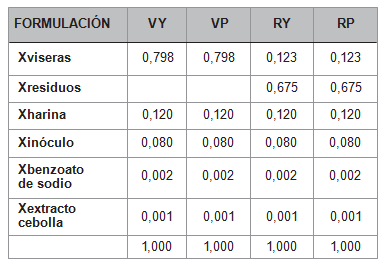
3) Preparación del ensilado: el material crudo se mezcló usando un 15,4% de vísceras y 84,6% de residuos, proporciones establecidas de acuerdo con las condiciones composicionales de la tilapia roja en estado natural, como se determinó en estudios preliminares. A todos los tratamientos se les mezcló con 15% de harina de yuca como fuente de carbo- no, 0,25% de benzoato de sodio como fungicida y 0,1% de extracto de cebolla como antioxidante. Los tratamientos se pusieron en reactores con capacidad de 500g dejando un espacio de cabeza del 60%; los reactores tenían un orificio de 0,5 mm de diámetro para que los gases producidos pudieran salir. En la Tabla 1 se muestran las fracciones másicas de cada formulación. Los tratamientos se almacenaron bajo condiciones ambientales para su monitorización.
TABLA I
Fracciones Másicas de las ForMulaciones estudiadas
4) Medición de parámetros fisicoquímicos: para medir el pH, se realizó una dilución 10-1 en agua destilada y se centrifugó por 10 min a 5000 rpm [13] usando una centrífuga Indulab 7849; el sobrenadante se usó para realizar la lectura de pH [11] usando un pH metro marca Oakton serie 324546. Del sobrenadante resultante de esta determinación, se tomaron 10 mL; fueron titulados con NaOH 0,1 N normalizado hasta llegar a un pH final de 8,2 [4]. Para llevar a cabo la titulación, se usó una bure- ta clase A marca Blaubrand y un pH metro marca Oakton serie 324546. Se determinó azúcares tota- les por el método de Antrona, cada 72 h. Se reali- zaron las pruebas de humedad (AOAC 934,01) [14], cenizas (AOAC 942,05) [15], extracto etéreo (AOAC 920,39) [16], nitrógeno (AOAC 976,05) [17], fibra bruta (AOAC 962,09) [18] y extracto no nitrogenado a los 0, 6, 12 y 18 días de fermentación. Todas las pruebas se realizaron por triplicado en los Labora- torios de Química y Biotecnología de la Universidad del Cauca.
5) Análisis estadístico: se empleó un arreglo factorial de 22, en el que los factores fueron la ma- triz de fermentación (una matriz compuesta por vísceras y una combinación de vísceras y residuos conservando las proporciones del animal vivo); y el inóculo (yogur y L. plantarum B2) se evaluó por triplicado con un a de 0,05. Los tratamientos estudiados fueron VY (vísceras inoculados con yogur), VP (vísceras inoculados con L. plantarum), RY (re- siduos + vísceras inoculados con yogur) y RP (resi- duos + vísceras inoculados con L plantarum). Se to- maron mediciones de los parámetros fisicoquímicos durante 18 días de fermentación.
iii. Resultados y discusión
A. Activación de las cepas
En estudios previos [19], se comprobó que tanto la cepa de yogur como la de L. plantarum tuvieron un desarrollo satisfactorio. La cepa de yogur al- canzó un crecimiento de bacterias lácticas de 7,22 g/L, un consumo de azúcares totales al final de las 48 h de fermentación del 58,5% y una generación de ácido láctico de 10,08 g/L. Para el L. Planta- rum el crecimiento fue de 19,6 g/L, consumo de sustrato de 97,6% y generación de ácido láctico de 18 g/L.
B. Parámetros fisicoquímcos
A continuación se describen los resultados de los análisis fisicoquímicos.
1) Seguimiento de pH y acidez titulable: el seguimiento de estas dos variables es el mejor indica- dor del desarrollo de un ensilaje biológico [20]. En las Fig. 1 y 2 se observan los datos de pH y acidez durante 18 días de fermentación. La acidez se en- cuentra en un rango entre 0,31 y 0,47 % de ácido láctico y el pH desciende a valores cercanos a 4,0 [19]. De igual forma, se observa que el L. plantarum es la bacteria que más disminuyó el pH y elevó la acidez titulable, tal como observan otros autores [21].
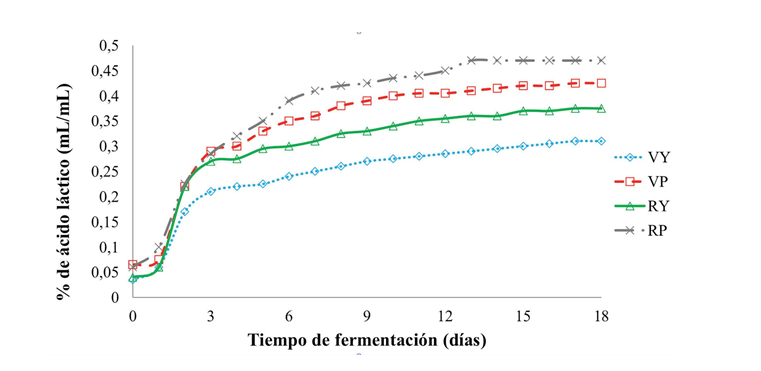
Fig. 1 Porcentaje de acidez Vs. tiempo de fermentación.
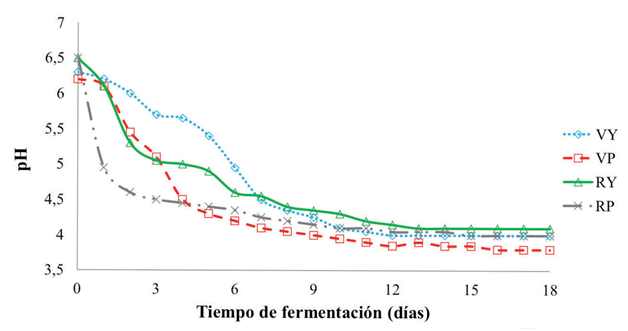
Fig. 2 pH Vs. tiempo de fermentación.
La diferencia entre los valores, sugiere que L. plantarum tiene mayor capacidad de producir ácido y soportar concentraciones más elevadas de este [22] para ambas matrices de ensilado, como mues- tra la Fig 1.
El análisis de varianza realizado arrojó que la especie de BAL usada como inóculo, la matriz de fermentación y la interacción entre el inóculo y la matriz de fermentación influyen significativamente (a= 0,05) en la disminución de pH y en el aumento de acidez. De la misma forma, la prueba de Tukey para promedios arrojó que los tratamientos más in- fluyentes sobre ambas variables fueron RP seguido de VP, RY y VY.
2) Reducción de azúcares totales: a medida que las BAL se establecen en el medio, utilizan la fuente de carbono disponible para poder crecer y llevar a cabo su proceso metabólico [23]. En la Fig 3 se observa que la matriz más influyente es aquella conformada por vísceras, seguida por la de residuos y vísceras. El mayor consumo de azú- cares pudo deberse a la fermentación de los car- bohidratos disponibles por parte de la flora natural endógena [24]. La matriz de vísceras mostró un descenso de pH más lento y un mayor conteo de bacterias mesófilas provocando la sobrevivencia de bacterias como las coliformes totales durante los primeros días de fermentación, como se repor- tó en otros estudios [25].
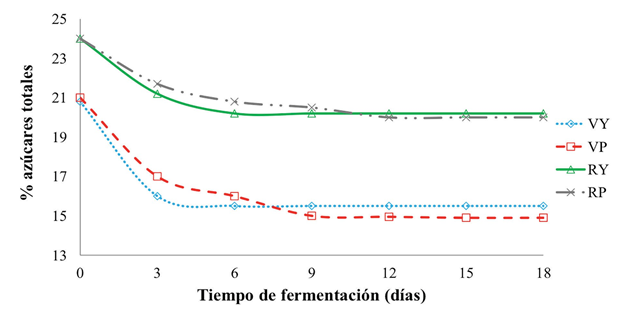
Fig. 3 Azúcares totales Vs. tiempo de fermentación.
En la matriz de residuos se presentó un menor consumo de la fuente de carbono, debido a un rápido descenso del pH en el proceso fermenta- tivo por la producción de ácido láctico inhibiendo la flora indeseable [24]. En cuanto a la cepa utili- zada, los resultados muestran al final del proceso fermentativo un mayor consumo de azúcares du- rante el tiempo de fermentación por Lactobacillus plantarum B2 para las dos matrices, seguidas por las BAL del yogur.
Sin embargo, es posible observar en la Fig 3, que el consumo de la fuente de carbono es mayor por parte de las bacterias del yogur para ambas matrices en los primeros días de fermentación. En el caso de la matriz de vísceras, las BAL del yogur exhiben un mayor consumo hasta el día 6, tiempo en el que el consumo es igualado y superado poste- riormente por Lactobacillus plantarum. Este mismo efecto ocurrió para la matriz de residuos y vísceras en el día 9 de fermentación.
3) Análisis proximal: los resultados obtenidos mediante el análisis proximal se muestran en la Ta- bla 2. Se puede observar que el contenido de grasa en todos los tratamientos aumentó mientras que el contenido proteico no presentó cambios notables para la matriz conformada por residuos y vísceras.
TABLA II
análisis ProxiMal de las ForMulaciones estudiadas durante 18 días de FerMentación
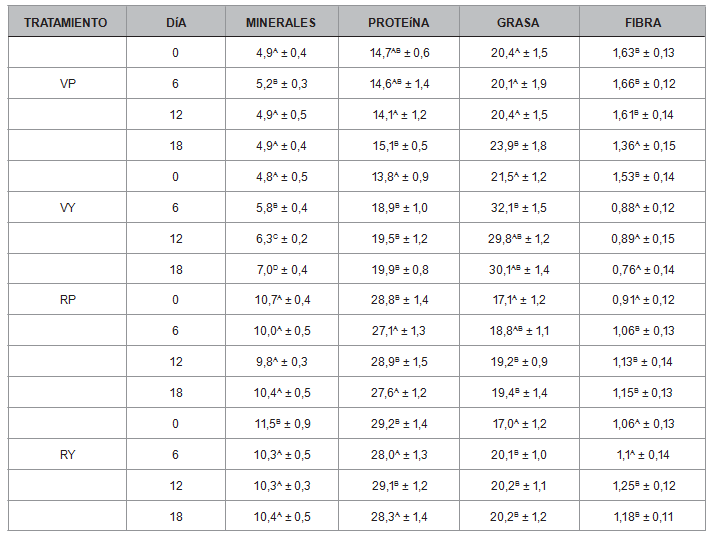
Letras superíndices diferentes en las columnas de la misma formulación indican diferencias significativas entre los tiempos de fermentación (p < 0.05).
El incremento que se obtiene tanto para el extracto etéreo como para el contenido proteico se debe a la reducción de los carbohidratos en el proceso fer- mentativo los cuales se utilizan como fuente ener- gética, no solo por las BAL, sino también por la flora natural presente al inicio de la fermentación, provo- cando la concentración de los otros nutrientes.
Para la matriz conformada por vísceras para ambos inóculos, la mayor concentración de los nutrien- tes se debe a la alta producción de gas, principalmente de CO2, causada por la flora presente en las materias primas [26] como los coliformes fecales, levaduras y aerobios mesófilos [25].
Para las matrices RP y RY, este efecto se presentó en menor proporción; esto está relacionado directamente con el comportamiento del pH, el cual descendió más rápido (Fig 2), logrando en menor tiempo la inhibición de la flora causante del CO2.
En cuanto a los resultados obtenidos para el contenido proteico, estos concuerdan con lo reportado por otros autores [27], quienes no encontraron cam- bios significativos (a= 0,05) en cuanto al contenido de proteína del ensilaje final con respecto a los resi- duos de pescado fresco conformados por cabezas, espinas, cola, piel y vísceras.
Debido a esto se observa también una disminución del contenido de materia seca. Puede atribuirse a que durante el proceso fermentativo se producen compuestos volátiles (compuestos a base de carbono, CO2, etanol, ácido grasos libres, entre otros) que pudieron haberse volatilizado al realizar la prueba de determinación de humedad en la que se utilizan temperaturas de 105°C [12, 28].
En relación con el contenido de minerales, este se mantiene estable en las matrices fermentadas, observando un mayor contenido en las matrices conformadas por residuos. Este contenido puede ser atribuido a la gran cantidad de huesos y piel pre- sentes en los residuos de pescado [28].
Por su parte, el contenido de fibra no presenta cambios significativos durante el proceso de ensila- je; este es un elemento esencial ya que se conside- ra como un prebiótico que podría producir efectos beneficiosos en el pez, estimulando selectivamente el crecimiento y/o actividad de algunas bacterias del aparato digestivo, además de favorecer la respues- ta inmunológica aumentando las defensas y resis- tencia a enfermedades [29].
iv. conclusiones
La fermentación de vísceras y residuos de tilapia roja usando como inóculos L. plantarum B2 y BAL de yogur permite la obtención de ensilado estable y apto para la elaboración de concentrados para es- pecies piscícolas y animales de granja. El proceso fermentativo de ensilado de tilapia roja inoculado con L. plantarum B2 presenta mejor comporta- miento en cuanto a reducción de pH y producción de acidez titulable. Por su parte, el ensilaje obte- nido mediante la fermentación con BAL del yogur presentó parámetros de calidad aceptables, siendo este inóculo una alternativa viable para llevar a cabo el proceso de fermentación.
agRadecimientos
Los autores agradecen a la Universidad del Cauca y al Ministerio de Agricultura y Desarrollo Rural de Colombia por el soporte económico a través del proyecto Valoración técnica y económica de los subproductos obtenidos de la transformación agro- industrial de la tilapia roja (Oreochromis spp) en la represa La Salvajina, municipio de Suárez, departa- mento del Cauca”.
ReFeRencias biliogRáFicas