Simulación de un Sistema de Desodorización de Aceite Vegetal por Medio de un Control Industrial Automatizado
Simulation of a System of Deodorization of Vegetable Oil Through a Computerized Industrial Control
Noel Jair Zambrano Sánchez
Escuela de Ciencias Básicas Tecnología e Ingeniería, Universidad Nacional Abierta y a Distancia – UNAD, Bogotá, Colombia
noel.zambrano@unad.edu.co
Resumen
En este artículo se presenta la simulación de un proceso industrial alimenticio automatizado. El tener automatizado un proceso lleva a la planta a mejorar sus estándares lo que genera que el producto y el usuario final sean los más beneficiados, garantizando la calidad y pureza necesarias, solicitadas actualmente en el exigente mercado nacional e internacional. Este proyecto es de carácter industrial con aplicación en el área de electrónica, automatización y control de procesos, y se podrá aplicar a la vida real brindándole un valor agregado al proceso mecánico que ya existe. Se aplicarán conocimientos teórico-prácticos viables y sostenibles. El paso de migrar señales análogas o digitales de diferentes sensores y enviados mediante un controlador lógico programable e interactuando con una interface gráfica HMI (interface hombre máquina), logrará que un proceso de características manuales se pueda automatizar controlando sus entradas y salidas de manera cíclica y efectiva, enviando reportes en tiempo real del consumo de servicios o generando alarmas que prevengan problemas en la planta, garantizando así un control total del proceso. El manejo industrial de aceites y grasas es muy amplio y conocido. El área de la automatización provee un medio de control para la estandarización del proceso y la certificación, ofreciendo una alta calidad al producto final. El proceso, objeto de este trabajo, es el de desodorización del aceite vegetal el cual se explicará a lo largo del presente documento.
Palabras clave: aceites, automatización., control, desodorización, experimentación, PLC, tecnología.
Abstract
In this project you will find the simulation of an automated industrial process food. Having an automated process takes the plant to improve their standards in which the product and end user will benefit the most, ensuring the quality and purity required for the demanding domestic and international markets currently being requested. This project is an industrial area with applications in electronics, automation and process control, which may be applied to real life giving added value to the mechanical process that already exists, apply theoretical and practical knowledge viable and sustainable. The passage of migrating analog or digital signals from different sensors and sent through a programmable logic controller and interacting with a graphical interface HMI (human machine interface), achieved a manual process can be automated features controlling their inputs and outputs in a cyclic manner, effective, sending real-time reporting consumption of services or generating alarms to prevent problems on the ground giving us total control of our process.
Keywords: automatión, control, deodorization, experimentation, oils, plc, tecnology.
I. Introducción
En las plantas de procesamiento de aceite se utilizan medidores análogos (aguja, bourbon, neumáticos, electromecánicos), o contactores (relés) para las bombas y motores, los cuales permiten el control del proceso de desodorización del aceite. Esto requiere de la pericia de los operarios y de su vasta experiencia.
Los aceites vegetales poseen muchas variables de manejo la humedad, proteínas, ácidos grasos, oleína, peróxidos, color y estearinas que varían la composición química base y que se deben modificar en un proceso físico-químico con el fin de mejorar sus condiciones finales, para el consumo humano y, de esta manera, evitar daños a la salud. De aquí, se fundamenta el hecho de que laelectrónica aplicada en la automatización industrial provee equipos necesarios para controlar dichas variables y hacer más efectivo el control del proceso que se ha de realizar.
Como último paso, se tiene la fase de envase, para la cual se aplica el proceso de desodorización con el propósito de comercializar el producto. La desodorización es el proceso de quitar el olor y sabor a un aceite vegetal y disminuir los peróxidos, ácidos grasos y colores (gosipectina (rojo), oleo plastos y beta carotenos (amarillo)).
El problema, entonces, radica en retirar la mayoría de estos componentes no benéficos para el aceite y la salud (peróxidos, ácidos grasos solubles), disminuir el color y volverlo más claro y atractivo para el público.
II. Desarrollo de Contenidos
La base de la aplicación es mejorar la calidad del aceite que hoy se consume. En un gran porcentaje (más del 40%) del aceite de consumo humano actual en Colombia, no se garantizan las normas técnicas de proceso y manipulación de alimentos del Invima, ya que se procesanaceites con altos niveles de peróxidos, ácidos grasos y oleínas (mal olor, sabor y grasas trans, precipitaciones blanquecinas u oleínas contenidas) perjudiciales para la salud (aumento del riesgo de padecer enfermedades cardiovasculares y daños al sistema hepático). La calidad del producto solo se logra con un estricto control de las variables aplicadas al proceso como son temperatura, vacíos, presión y flujo.
En un proceso de automatización, lo primero es evaluar su viabilidad y realizar una planeación detallada y sistemática del proyecto. Por tanto, en la simulación de este proceso alimenticio se debe tener en cuenta el manejo de las variables análogas de control como son temperatura, presión y nivel, dada la naturaleza de continuidad en el tiempo. Por lo anterior, para la simulación de este proceso industrial, se diseñarán entradas análogas de 4 a 20 ma o 0 – 10 volt que simularán perfectamente un medidor analógico industrial; su desplazamiento será linealizado en el PLC y representado en forma gráfica en la pantalla HMI. El proceso de desodorización maneja temperaturas de 0°C a 400°C, lo mismo que presiones de 0 a 10 bares las cuales serán simuladas en este proyecto, así como los arranques y paradas de motores por medio de relevos y paradas de emergencia.
Lo ideal es mostrar cómo funciona en la realidad un sistema de automatización en un proceso real [1].
III. Justificación Investigativa
Por ser el aceite un producto de suma importancia y además uno de los alimentos necesarios y vitales para la supervivencia de la humanidad, necesita un tratamiento especial y dedicado, razón por la cual, la tecnología no se puede quedar atrás en un proceso como este. Es necesario un control especial con instrumentación y equipos adecuados, pues la inapropiada manipulación y procesamiento de alimentos pone en riesgo la salud pública, como se ha evidenciado muchas veces en el país.
En la simulación de una planta automática se verá que el manejo de variables análogas es esencial para los resultados de cualquier proceso, más aún en la manipulación de alimentos. La desodorización del aceite es un proceso que desde tiempos inmemoriales se desarrolla de manera manual y empírica. La desodorización por medio de un control automático garantiza el equilibrio que debe tener el producto con la naturaleza y los usuarios finales y, por ende, un producto de alta calidad y confiabilidad. El implementar esta solución asegura que sustancias peligrosas para la salud sean retiradas del aceite y dé como resultado un producto limpio y sano, gracias al control en lazo cerrado de las variables que alteran el proceso como son temperaturas, vacíos, presiones etc. De esta manera, se obtendrá un producto certificado y con seguimiento técnico-científico y conpruebas de laboratorio, en todo su proceso, desde el inicio hasta el final. El tener automatizado un proceso industrial exige tener estándares y parámetros claros, los cuales, en el producto final, estarán bajo un estricto control certificando la calidad y la pureza necesarias que el exigente mercado nacional o internacional solicita actualmente.
IV Aspectos Metodológicos
A. Tipo de investigación:
Descriptiva
B. Técnica
• Análisis y observación de variables
• Procesamientoy análisis de datos
C. Fase 1. Investigación teórica
La investigación teórica es aquella que se realiza para determinar cómo funciona el proceso y cómo se podría llevar a un controlador lógico programable (Plc). Es documentarse acerca del proceso industrial de extracción de aceites vegetales comestibles, lo que se evidencia en el marco teórico de este anteproyecto, así como obtener información acerca de las áreas de electrónica de potencia, automatización industrial, sistemas de supervisión y adquisición de datos Scada, sistemas de programación de OPLC HMI Unitronics (controlador lógico programable con pantalla táctil incorporada), sistemas de control industrial, sensorica , lazos de control 4 -20 ma o 0 -10 volt, control de motores automatizados (centro de control de motores), modelaje y materiales de construcción de tableros de control [2].
D. Fase 2. Realización de pruebas
Se realizarán pruebas de cada lazo de control. Inicialmente se debe verificar el funcionamiento de cada una de las piezas del tablero, lo mismo que de las variables por simular, lo cual se lleva a cabo de la siguiente manera:
1) Pruebas de OPLC
• Prueba de encendido y protecciones, conectividad al PC de programación, cableado de programación y comunicación con el software de control.
• Pruebas de interface de entradas y salidas con el software de programación, simulaciones de funcionamiento.
• Verificación de funcionamiento de entradas digitales y salidas digitales.
• Programación básica de arranque, compilación y ejecución de órdenes básicas de trabajo.
2) Pruebas de sensores y fuentes.
• Prueba de sensores fotoeléctricos, magnéticos, dispswich de contacto NA /NC (normalmente abierto / normalmente cerrado).
• Diseño y prueba de circuitos, acondicionadores de señal para simular señales procedentes de sensores 4 -20 ma / 0 -10 volt dc.
• Prueba de fuentes de poder AC/DC (corriente alterna / corriente continua).
• Prueba de transmisor de presión diferencial.
E. Fase 3. Implementación de la simulación
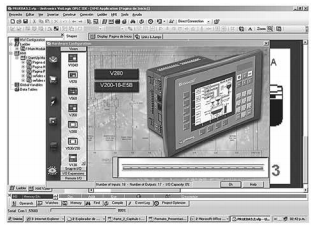
Se realizará la simulación de un proceso industrial real implementándolo con un controlador lógico programable + pantalla táctil incorporada marca Unitronics HMI VISION 280 (controlador lógico programable) , en el cual se puede simular el proceso de una planta de desodorización de aceite, desde el encendido hasta el apagado de las bombas (motores de cc en este caso) a partir de un remoto. Así mismo, se monitorea temperatura, presión o vacío con las entradas 4 – 20 ma; se podrá manejar el sistema manual o automático y se modificarán las variables de temperatura o presión dependiendo de la necesidad del jefe de planta [4].
Fig. 1 OPLC marca Unitronics Visión 280.
En la simulación se realizarán las siguientes acciones:
• Manejo de estados de alarma, parada de emergencia
• Simulación de niveles de tanques y valor en toneladas.
• Se usarán los siguientes elementos:
• HMI Unitronics visión 280 + cable de programación + software de programación
• pirómetros controladores de temperatura como interface.
• Termocuplas tipo jrango -100 a 850 grados centígrados.
• Motores 12vdc para simulación de bombas.
• Medidor de presión 4 -20(opcional) para sistema de presión simulada.
• Circuitos reguladores de 4 - 2 ma (simulación de presión o vacíos).
• Cableado, bornes y fuentes de 24vdc y 12vdc.
• Relés de estado sólido y contactor.
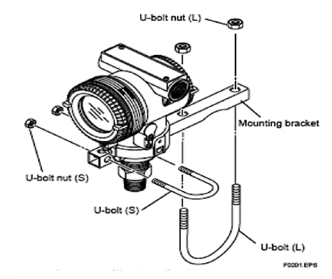
Fig. 2 medidor de presión diferencial 4 – 20 ma Agradecimientos yokogawa inc.
V. Resultados
Esperados El fin de la simulación es demostrar que se pueden trasladar las señales de una planta de produccióna una central de proceso y controlar todas aquellas variables que son de vital importancia para que el producto final tenga las características necesarias para el consumo humano sin llegar a producir ningún daño directo o indirecto o a corto, mediano o largo plazo.
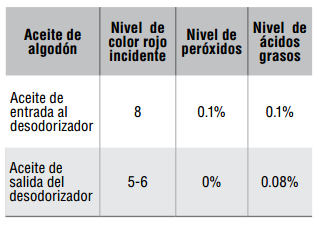
Como resultado se debe obtener un aceite vegetal de algodón con una escala de color por debajo de 5 puntos rojos, 0 nivel de peróxidos (oxidan el aceite) y 0 nivel de ácidos grasos (mal olor y sabor).
TABLA 1
Resultados Esperados
VI Resultados Reales de un Rroceso de Resodorización Automatizado
Al verificar los datos de entrada vs los de salida del producto final con los estándares del Invima se obtuvo un aceite de ácidos grasos libres en la columna 1 de 0.10 con una salida de 0.04, entrada de peróxidos a 0.05 y salida en 0.00, jabones en 0.00, color en promedio 5.4 en rojos y humedad contenida 0.00. Se puede concluir, entonces, que el producto es apto para el consumo humano, sin riesgos para la salud.
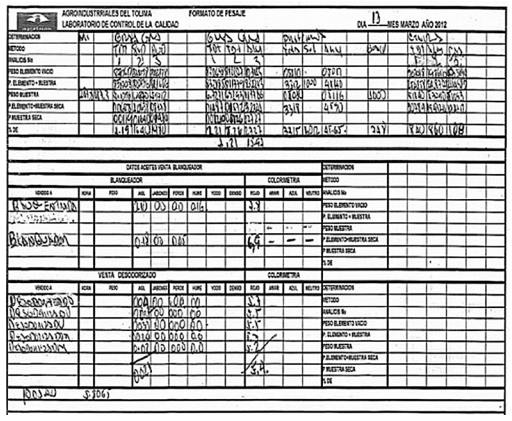
Fig. 3 datos de laboratorio de aceite desodorizado
Teniendo en cuenta que el aceite sin desodorizar contiene mal olor, mal sabor e incidencia de peróxidos en su contenido, lo cual atenta contra la salud de quien lo consuma (intoxicación por ácidos grasos), la automatización y el manejo controlado de estas variables garantizan un excelente alimento con altos estándares de calidad.
• Control las 24 horas con un sistema automatizado de manejo de variables [3].
• Reportes de alarma y peligro de la planta [3].
• Manejo de la planta desde un solo punto donde se concentrarán las señales de campo y se tomarán las decisiones de proceso [3].
• Manejo de inventarios en tanques de almacenamiento yentradas y salidas [3].

Fig. 4 Equipos de automatizacion.
VI Conclusiones
Gracias a la automatización industrial, se pueden desarrollar soluciones automáticas de gran envergadura parala planta , objeto de estudio, y los procesos llevados a cabo en esta. Así mismo, se pueden certificar los parámetros de dichos procesos, y acceder de esta forma a mercados más grandes, elevando el nivel de competitividad de la compañía.
Los estándares creados a partir de la automatización industrial de procesos le dan a las compañías una hoja de ruta para poder tener un acceso más rápido a la información y así mismo a la venta de sus productos.
El proyecto señala que mediante la aplicación de la tecnología se puede mejorar la calidad de vida de los empleados, brindándoles confiabilidad y seguridad en sus labores diarias [4].
Reconocimientos
Se realiza un especial reconocimiento al Ing. Harold Esneider Pérez líder del programa de Ingeniería Electrónica de la Universidad Nacional Abierta y a Distancia, en el CEAD Ibagué, por su disposición para con los autores de este trabajo, su acompañamiento, asesoramiento y guía.
Referencias