Obtención de Biodiesel (etil-éster) Mediante Catálisis Básica a Nivel Planta Piloto Derivado de Aceites Usados de la Industria Alimenticia.
Obtein of Biodiesel (ethil-ester) by Basic Catalysis to Level Pilot Plant Oils Derived Food Industry
Barbosa Reina Claudia1, Ramírez Jiménez Luz Nayibe2, Morales Pedraza Nelly3
1Facultad de Ingeniería Química. Universidad de América, Bogotá, Colombia, nayowaj_13@hotmail.com.
2Facultad de Ingeniería Química. Universidad de América, Bogotá, Colombia, claudin989@hotmail.com
3Escuela de Ciencias Básicas Tecnología e Ingeniería, Universidad Nacional Abierta y a Distancia-UNAD, Bogotá, Colombia, nelly.morales@unad.edu.co
Resumen
Este artículo muestra el proceso realizado para la obtención de biodiesel mediante la reacción de transesterificación, a partir de aceite de cocina usado, etanol e hidróxido de potasio como catalizador. Se realizaron variaciones en la relación de alimentación aceite: alcohol y el tiempo de reacción para verificar el rendimiento. En primer lugar, se realizó una cromatografía de gases para verificar la composición del aceite empleado y una caracterización previa del mismo para evaluar sus propiedades físicas y químicas y, de esta manera, determinar si la materia prima era apropiada como insumo para la producción de ésteres etílicos (Biodiesel). Posteriormente, se llevaron a cabo los ensayos pertinentes en el laboratorio de la Universidad Nacional de Colombia, realizando variación en el tiempo de reacción y en la relación de alimentación aceite: alcohol y evaluando en cada uno de estos el rendimiento, mediante los respectivos balances de materia y cromatografía de gases, para así efectuar el análisis estadístico correspondiente, por el método de regresión lineal múltiple. Con la relación de alimentación aceite: alcohol óptimo, establecido por los balances de materia y cromatografía de gases, se realizó la respectiva reacción de transesterificación en la planta piloto de la Universidad Nacional Abierta y a Distancia. Finalmente, a la muestra obtenida de biodiesel en la planta piloto, se le realizaron las pruebas de caracterización para determinar si el producto obtenido cumplía con los rangos establecidos por la Norma Técnica Colombiana 5444.
Palabras clave: aceite de cocina usado, biodiesel, catálisis básica, etil – éster y transesterificación.
Abstract
This dissertation shows the process realized to obtain biodiesel through the transesterification reaction, from used cooking oil, ethanol and potassium hydroxide as a catalyst. There were variations in the supply oil: alcohol and reaction time to verify the performance. First there was a gas chromatography to verify the composition of the oil used, and previous characterization of it to assess their physical and chemical properties and thus determine whether the raw material was suitable as input for the production of ethyl esters (Biodiesel). Later tests carried out at laboratory level in the Universidad Nacional de Colombia, making variation in the reaction time and feed ratio oil: alcohol, evaluating each of this respective performance by material balances and chromatography gas, in order to perform the appropriate statistical analysis by multiple linear regression method. With oil feed ratio: Alcohol optimal set by material balances and gas chromatography, respectively was performed transesterification reaction in the pilot plant of Universidad Nacional Abierta y a Distancia. Finally, the biodiesel sample obtained in the pilot plant was conducted test characterization to determine if the product obtained met the ranges established by the Colombian Technical Standard 5444.
Keywords: basic catalysis, biodiesel, ethyl - ester and transesterification, used cooking oil.
I. Introducción
El deterioro de la capa de ozono y la contaminación del aire en las grandes ciudades son algunos de los efectos negativos que tienen los combustibles fósiles sobre el medio ambiente. Sin embargo, además de este problema ambiental, la disminución de las reservas mundiales de petróleo y gas natural, está llevando a buscar nuevas alternativas de abastecimiento energético [1].
El ascenso en los valores de comercialización de los combustibles fósiles, así como el impacto ecológico que estos causan en el medio ambiente han motivado el estudio sobre métodos de obtención de energías limpias (alternativas) que no produzcan emanaciones o, en el peor de los casos, las reduzca lo más posible. Dentro de las estrategias para enfrentar el actual problema energético, el sostenimiento del desarrollo industrial, el crecimiento económico y el aumento de la calidad de vida de la humanidad, se encuentra la sustitución de los combustibles fósiles por fuentes alternativas y renovables, las cuales se restituyen constantemente y, por lo tanto, no se van a agotar en el mediano plazo. Entre estas fuentes se encuentra el biodiesel, combustible renovable derivado de aceites o grasas de origen vegetal o animal [2].
A diferencia de los combustibles tradicionales (petróleo, carbón, gas natural), el biodiesel tiene un impacto notorio en la reducción y/o eliminación de las emisiones gaseosas nocivas como: el dióxido de azufre (SO2) y sulfatos, principales componentes de la lluvia ácida; polihidrocarburos aromáticos, (PHA) identificados como compuestos potencialmente cancerígenos; monóxido de carbono (CO); hidrocarburos no quemados y emisiones particuladas, etc. [1].
Existen diversos procesos para la obtención de biodiesel, tales como, la pirólisis de aceites, esterificación y transesterificación. El proceso de transesterificación es el más usado mundialmente debido a sus altos rendimientos, bajos consumos energéticos, disminución en el gasto de materias primas y cortos tiempos de producción.
Otro aspecto importante que se debe tener en cuenta en la producción de biodiesel, es el tipo de materia prima que se utiliza; en este caso, el aceite usado de cocina. La utilización de aceites usados de cocina es una excelente alternativa, ya que este tipo de residuo es de muy bajo valor y, en consecuencia, se evitan los costos de su tratamiento.
El presente artículo tiene como finalidad la obtención de Biodiesel (etiléster) mediante catálisis básica a nivel planta piloto, derivado de aceites usados de la industria alimenticia, realizando inicialmente ensayos en laboratorio para así determinar las condiciones óptimas y llevar a cabo la corrida en la planta piloto de la Universidad Nacional Abierta y a Distancia (UNAD).
II. Producción de Biodiesel
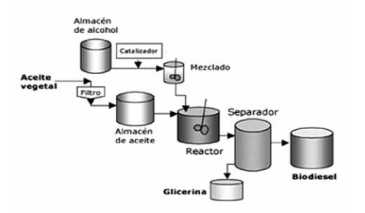
En la producción de biodiesel (Fig. 1), el aceite vegetal o la grasa animal, de características conocidas, reacciona con el etanol o metanol a una temperatura cercana al punto de ebullición del alcohol empleado, en presencia de un catalizador. Después de aproximadamente 3 horas de reacción bajo condiciones de continua agitación, los triglicéridos reaccionan completamente con el alcohol, para formar ésteres de alquilo, bien sea metil o etil - ésteres, y glicerina como producto secundario, la cual es insoluble en el éster, y por ser más pesada se decanta llevando consigo la mayoría del catalizador disuelto.
Fig. 1 Esquema de la producción de biodiesel en un proceso por lotes. Murillo, (2003).
La mezcla que sale del reactor se envía a un decantador por un tiempo de 24 horas, logrando una total separación de las fases del biodiesel y de la glicerina. Se separa el biodiesel y se le realiza de tres a cuatro lavados con agua a una temperatura de 50ºC en un decantador, con el fin de retirar el alcohol que no reacciona y las trazas de glicerina presentes [3].
La reacción de transesterificación (o alcohólisis) de un aceite vegetal es aquella con la cual, una molécula de triglicérido, componente mayoritario en un aceite, reacciona con un alcohol generalmente ligero, bajo la acción de un catalizador, para producir una mezcla de ésteres de ácidos grasos y glicerina.
La Fig. 2 muestra el esquema general de la reacción de transesterificación de aceite vegetal con etanol para producir ésteres etílicos de ácidos grasos y glicerina.
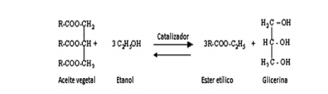
Fig. 2 Reacción de transesterificación de aceites vegetales con etanol para producir ésteres etílicos de ácidos grasos y glicerina. Murillo, (2003).
La reacción catalítica básica es muy sensible a la pureza de los reactivos. El contenido de ácidos grasos libres no debería superar un cierto límite. Si el contenido de ácidos grasos libres en el aceite es alrededor del 3%, el proceso de transesterificación por catálisis básica no es adecuado para producir ésteres de aceites sin refinar. A fin de evitar la saponificación durante la reacción, los ácidos grasos libres y el contenido de agua deben ser inferiores a 0,1 % y al 0,5% en peso, respectivamente [4].
Según la estequiometria de la reacción, por cada mol de triglicérido transesterificado, se necesitan tres moles de etanol y se obtienen tres moles de ésteres etílicos y un mol de glicerina.
La reacción de transesterificación de aceites vegetales con alcoholes ligeros consta de tres etapas consecutivas reversibles en las que el triglicérido se convierte consecutivamente en diglicérido, monoglicérido y glicerina. La reacción de transesterificación es reversible y no implica grandes cambios de energía. Para que pueda completarse, es preciso eliminar del medio reaccionante uno de los productos, generalmente el glicerol, que se separa del medio casi anhidro y se deposita en el fondo del reactor [3].
La transesterificación alcalina homogénea es el proceso preferido por la industria para producir biodiesel. Generalmente, es más rápida y menos costosa cuando se compara con la ácida u otros tipos de catalizador. Las bases fuertes como el NaOH y el KOH son los catalizadores más usados. Estos hidróxidos presentan altas conversiones a condiciones moderadas y tiempos de reacción cortos; además, son menos corrosivos para los equipos industriales y requieren pequeños volúmenes de alcohol, lo que representa reactores económicos y de menor tamaño.
Sin embargo, para funcionar óptimamente se requiere de una materia prima de alta calidad; es decir, de aceites con una concentración baja de ácidos grasos libres, sin gomas ni impurezas. También es indispensable que su humedad sea mínima, de lo contrario, se presentarán reacciones secundarias de saponificación o de neutralización. En el caso de la catálisis alcalina, es muy importante que los catalizadores se mantengan en estado anhidro. Debe evitarse su contacto prolongado con el aire, pues este disminuye su efectividad debido a la interacción con la humedad y con el dióxido de carbono.
También se acostumbra a usar metóxido de sodio o de potasio para obtener mejores rendimientos, puesto que no forman agua sobre la reacción con los alcoholes, como sí sucede con los hidróxidos. Sin embargo, es más tóxico e inflamable, y se puede presentar la formación de otros subproductos, además de un mayor costo [5].
III. Generalidades de la Planta Piloto de la Universidad Nacional Abierta y a Distancia (unad)
El objetivo de la planta piloto de la UNAD es la producción de ésteres etílicos, a partir de aceite de fritura, con el fin de utilizarse como combustibles en motores tipo diesel; de esta manera, se generan alternativas de uso para los aceites reutilizados, así como nuevas opciones en biocombustibles que puedan reemplazar a los ésteres metílicos, los cuales requieren para su obtención el uso de metanol, un producto que, por lo general, es de origen petroquímico y altamente tóxico.
El esquema que se muestra en la Fig. 3 es del equipo utilizado en la alcohólisis de aceites vegetales usados, el cual consta de un reactor Batch con una capacidad de 4 litros, provisto de una chaqueta de calentamiento con aceite térmico y agitación mecánica (300rpm – 600rpm); considera temperaturas de operación desde 20°C a 120°C; presiones de trabajo hasta 60psi y una presión de diseño de 120 psi. El reactor cuenta con los sistemas de agitación y control de temperatura respectivos, con salida de vapor, reflujo de condensado, acople para los sistemas de calentamiento y control de temperatura, acoples para tubería de alimentación y descarga y un intercambiador de calor que permite la recuperación de los productos volatilizados en exceso. Es por esto, que permite flexibilidad en la operación y el uso de materias primas variadas, así como catalizadores básicos o ácidos, aceites con diferentes niveles de acidez y alcohol con diferentes excesos [6].
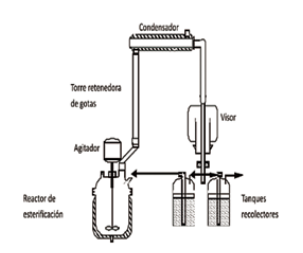
Fig. 3 Esquema del equipo de la planta piloto de la UNAD. Revista Publicaciones e Investigación. Vol. 2. No. 1 Bogotá Julio 2008
El equipo está compuesto por las siguientes partes:
1) Unidad de reacción. Consiste en un tanque agitado (reactor batch) diseñado para operar por lotes, teniendo en cuenta que este tipo de operación es el más económico para bajos volúmenes de producción. El material de construcción del reactor es acero inoxidable, tipo 316.
2) Sistema de calentamiento. El calentamiento de la mezcla reactante se efectúa con un sistema de resistencias inmersas que minimiza la inercia térmica presentada por otro tipo de configuraciones como las chaquetas.
3) Sistema de control de temperatura. Este se basa en controlar la disipación de energía por parte de las resistencias; cuenta con un sensor, una termocupla tipo J (rango de temperatura de 100°C – 400°C); un controlador digital PID y como elemento final de control un relé de estado sólido (actúa como contacto).
4) Sistema de agitación. El material de construcción de este agitador es acero inoxidable 316. Los patrones de agitación y la turbulencia en las etapas iniciales de la transesterificación deben ser tales que permitan una adecuada interacción entre los reactantes; para esto, se escoge un impulsor tipo turbina abierta, con cuatro aspas y ángulo de inclinación de 45°. Esta configuración es útil cuando se desea realizar mezclas de sustancias inmiscibles o sólidas que precipitan, pues favorece un flujo radial y/o axial que garantiza turbulencia y mezclado.
5) Condensador de reflujo. Se emplea para condensar los vapores que se desprenden del reactor, utilizando agua como medio refrigerante. Consta de dos tubos cilíndricos concéntricos: por el tubo interior circulan los vapores que son condensados y por el tubo exterior, el líquido de refrigeración (agua). El líquido refrigerante tiene que estar circulando constantemente, para así obtener una temperatura en la cual se pueda condensar el vapor en líquido. El material de construcción de este condensador es acero inoxidable 316. Presenta una temperatura y presión de operación de 100°C y 60psig respectivamente, con un arreglo triangular.
6) Separador de fases. Funciona en conjunto con el condensador para realizar una evaporación instantánea al vacío; se aprovecha que la temperatura de ebullición del etanol es tres o cuatro veces menor que la del glicerol y la del etiléster, para así retirar el etanol en exceso que no reacciona [7]
7) Tanques de almacenamiento. Una vez elaborado el producto, debe ser almacenado para su posterior tratamiento (decantación y lavado). Esta función la cumple uno de los dos tanques de almacenamiento. El otro tanque se emplea para el reflujo del etanol, el cual ingresa nuevamente al reactor para continuar la reacción de transesterificación.
IV. Materiales
Para la obtención de biodiesel por catálisis bá- sica es necesario tener claro las materias primas y los reactivos que se requieren durante la reacción, los cuales son el aceite de cocina usado como materia prima, y el etanol y el hidróxido de potasio como catalizadores.
Los equipos de laboratorio como reactor de vidrio, baño termostatado, sistemas de vacío, condensador y agitadores tanto magnéticos como mecánicos son fundamentales para la producción del biocombustible deseado. Por último, se describen los métodos de caracterización de la materia prima por parte del laboratorio Asinal Ltda; la reacción de transesterificación en laboratorio y planta piloto; la separación del producto y la cuantificación del proceso de obtención de biodiesel.
Los materiales usados en el desarrollo del proyecto son los siguientes:
A. Materia prima. La materia prima para la producción de biodiesel fue aceite de cocina usado, proveniente de un restaurante ubicado en el norte de Bogotá y recolectado en recipientes plásticos de 5 galones, sin exposición a la luz, a temperatura ambiente, para así disminuir la probabilidad de que se presente alguna descomposición.
B. Reactivo El empleado en la reacción de transesterificación fue de tipo anhidro, el cual fue suministrado por la empresa de pinturas Philacc Ltda.
• Etanol 0.998 % CH3CH2OH
• El catalizador empleado fue el hidróxido de potasio (lentejas).
V. Equipos
Para la producción de biodiesel fue necesario realizar pruebas en laboratorio y con el mejor rendimiento obtenido con las variables estudiadas (relación molar aceite: alcohol y tiempo), se realizó la prueba en la planta piloto de la Universidad Nacional Abierta a Distancia.
La producción de biodiesel en el laboratorio se llevó a cabo en etapas de transesterificación y separación (lavado). Para tal fin, se necesitaron los siguientes equipos:
El lavado se realiza para retirar el glicerol y el agua que quedan después de la producción de biodiesel. Este procedimiento se llevó a cabo con un embudo de decantación.
VI. Métodos
Los métodos llevados a cabo antes de la experimentación y durante la misma, se relacionan a continuación:
A. Caracterización del aceite usado de cocina El aceite de cocina usado se desnaturaliza por las altas temperaturas; al reutilizarse, exponerse a la luz y al tener contacto con los alimentos, sus características organolépticas y fisicoquímicas se modifican, produciendo cambios en la composición de los ácidos grasos saturados que lo forman.
Por lo anterior para caracterizar el aceite empleado como materia prima para la producción del biodiesel, se realizaron, los siguientes análisis en el Laboratorio Asinal Ltda.
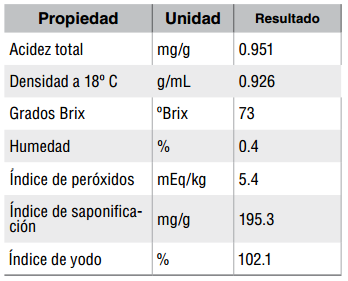
1) Densidad. La densidad se estableció basándose en la NTC 336 [8] Se determinó la masa de la unidad de volumen, expresada en gramos por centímetro cúbico a una temperatura de 18º C.
2) Índice de refracción. El índice de refracción de una sustancia dada es la razón de la velocidad de un rayo de luz en el vacío, a la velocidad de la luz a través de la sustancia. Este índice varía con la longitud de onda del rayo de luz refractada y la temperatura [9] El índice de refracción se determinó siguiendo la norma NTC 289 [10]
3) Humedad. Este método determina la cantidad total de agua no combinada que se encuentra en la materia grasa [11]. La humedad se determinó basándose en la NTC 287 [12].
4) Índice de acidez. El índice de acidez expresa el peso, en mg de hidróxido de potasio necesario para neutralizar un gramo de materia grasa [13]. El índice de acidez se determinó siguiendo la NTC 218 [14].
5) Índice de saponificación. El índice de saponificación expresa el peso en mg de hidróxido de potasio necesario para saponificar 1 gramo de grasa [15]. Este índice se determinó bajo la NTC 335 [16].
6) Índice de yodo. El índice de yodo de una muestra grasa es función de su grado de insaturación. Se determina añadiendo a la muestra un exceso de reactivo halogenado (reactivo de Wijs), valorando el reactivo que no reacciona [17]. Este índice se determinó siguiendo la NTC 283 [18].
7) Índice de peróxidos. Se denomina índice de peróxidos a los miliequivalentes de oxígeno activo contenidos en un kilogramo de la muestra, calculados a partir del yodo liberado del yoduro de potasio [19]. Este índice se determinó basándose en la NTC 236 [20]. Los resultados obtenidos por parte de Asinal Ltda. (2012), se presentan en la Tabla 1.
TABLA I.
Propiedades físicas y químicas del aceite usado de cocina
8) Perfil de ácidos grasos. Se le realizó una cromatografía al aceite de cocina usado para obtener el perfil de ácidos grasos. En la Tabla 2 se discriminan los componentes, el peso molecular y el área de cada ácido graso presente en el aceite.
TABLA II.
Perfil de Ácidos Grasos del Aceite Usado de Cocina

9) Pre tratamiento del aceite usado de cocina. Se realizó una filtración al aceite de cocina usado con el fin de remover las partículas que se encontraban suspendidas en este; esto, a su vez, ayudó a retirar agua presente en el mismo, debido a que las partículas pequeñas de comida generalmente retienen agua. Esta filtración se realizó empleando un embudo büchner de porcelana, con papel filtro cualitativo, un erlenmeyer con desprendimiento lateral con una capacidad de 1000mL y una bomba de vacío con una potencia de 1/3HP y 1350/1620rpm. La presión de vacío a la cual se llevó a cabo la filtración fue de 18mmHg. Se filtró un volumen total de 9 litros de aceite usado. Posterior a la filtración, se llevó a cabo el calentamiento del aceite a una temperatura de 100ºC para dejar la materia prima con un bajo porcentaje de agua, y así evitar reacciones indeseables en el proceso de transesterificación.
B. Selección de las condiciones de operación. Para la selección de las condiciones de operación, se tuvo en cuenta la revisión bibliográfica. La temperatura se mantuvo constante en 70°C y la cantidad de hidróxido de potasio fue del 1% en peso de la carga total del reactor, durante todos los ensayos en laboratorio y la corrida de planta piloto. Las relaciones molares aceite: alcohol empleadas y el tiempo se muestran en la Tabla 3.
TABLA III.
Condiciones de Operación Empleadas
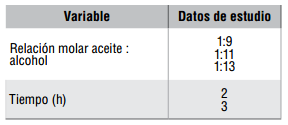
La temperatura de reacción influye de manera positiva en la velocidad de reacción, aunque para períodos de reacción prolongados, la cantidad final de ésteres producidos tiende a ser la misma a cualquier temperatura. Lo más usual es que la temperatura de reacción esté cercana a la temperatura de ebullición del alcohol 21]. Por tanto, la temperatura de reacción tomada fue de 70°C.
Una de las variables que más afecta la conversión de biodiesel es la relación molar aceite: alcohol. Estequiométricamente, en la transesterificación se necesitan tres moles de alcohol y una de triglicérido para producir tres moles de ésteres alquílicos y una de glicerina; sin embargo, la alcohólisis es una reacción reversible y requiere un exceso de alcohol para desplazar el equilibrio hacia los productos, lo que ha llevado a concluir que hasta cierto límite, las relaciones molares altas conllevan mayores conversiones en cortos tiempos. Una relación molar alta, interfiere negativamente en el proceso de separación de la glicerina, debido al aumento en la solubilidad de esta en el alcohol. Cuando la glicerina permanece en solución, ayuda al desplazamiento del equilibrio hacia la izquierda, disminuyendo, la producción de ésteres. Se ha observado que los mejores resultados se presentan para las relaciones molares aceite: alcohol entre 1:9 y 1:12. Para relaciones molares menores a 1:6 la reacción no es completa, mientras que para una relación 1:15 la separación de la glicerina es difícil y la producción de ésteres disminuye porque una porción de glicerina permanece en la fase biodiesel [22].
Teniendo en cuenta lo anterior, para la relación molar aceite: alcohol se escogieron aleatoriamente las tres relaciones molares mostradas en la Tabla 3.
Por último, se empleó la relación del catalizador 1% en peso de la carga total del reactor, teniendo en cuenta los estudios de J. M. Encinar y J. F. Gonzáles [23]. Debido a que el biodiesel con mejores propiedades logrado por ellos, se obtuvo empleando esta condición.
Con estas condiciones de operación se realizaron los respectivos cálculos para hallar el rendimiento de cada ensayo por balance de materia y cromatografía de gases, lo cual permitió establecer los requerimientos de operación óptima y, de esta manera, llevar a cabo la corrida en planta piloto.
C. Ensayos a nivel laboratorio.
Con el fin de observar el comportamiento de la reacción de producción de biodiesel por catá- lisis básica, se llevaron a cabo 8 ensayos en el laboratorio de catálisis de la Universidad Nacional de Colombia, siendo la variable de respuesta el rendimiento de obtención de biodiesel.
Para estos ensayos se dispuso de: balanza analítica, vasos de precipitado, vidrio de reloj, plancha de calentamiento con agitación magnética, agitador mecánico, condensador, baño termostatado, reactor de vidrio, termómetro y reactivos.
El montaje se llevó a cabo de la siguiente manera: empleando la balanza analítica se pesó la cantidad de aceite, etanol e hidróxido de potasio necesarios en los vasos de precipitado y el vidrio de reloj, respectivamente, teniendo en cuenta las cantidades requeridas de cada relación molar establecida para cada ensayo.
Posteriormente, se realizó el montaje empleando dos soportes universales: uno se utilizó para el sistema de condensación y el otro, para el motor de agitación y el reactor. Se mezcló el etanol con el hidróxido de potasio empleando el agitador magnético durante 15 minutos; esta solución se conservó tapada para impedir que reaccionara con el dióxido de carbono y la humedad del medio. En este tiempo se cargó el aceite al reactor con el fin de realizar un precalentamiento a 60ºC empleando el baño termostatado.
Transcurridos estos 15 minutos y al estar estabilizada la temperatura del aceite, se adicionó la mezcla de etanol e hidróxido de potasio al reactor; en este punto se estableció la temperatura de operación en el baño termostatado, la cual fue de 70ºC. El tiempo de reacción empezó a contar cuando la mezcla de etanol e hidróxido de potasio ingresó al reactor, momento en el cual se dio inicio a la agitación mecánica a 500rpm.
En la Fig. 4 se presenta el montaje usado en laboratorio para la producción de biodiesel.

Fig. 4 Montaje para la producción de biodiesel.
Los 8 ensayos se llevaron a cabo con las tres relaciones molares aceite: alcohol para trabajar, según la información bibliográfica revisada, con un tiempo de reacción de 2 y 3 horas.
Las relaciones y cantidades están asociadas con la cantidad de aceite de cocina empleado y la carga total del reactor.
A continuación se relacionan algunas observaciones para cada ensayo, teniendo en cuenta que en cada uno de estos se utilizó 102.9 g de aceite de cocina. La temperatura de estabilización fue de 70ºC con una agitación constante de 500rpm. La reacción se llevó a cabo en un reactor de vidrio de 5 bocas con una capacidad de 500mL.
• Ensayo 1 (19 de abril de 2013): se trabajó con una relación molar aceite: alcohol 1:9; se emplearon 49.3g de etanol y 1.5g de hidróxido de potasio. La reacción se dejó por un tiempo de 2 horas.
• Ensayo 2 (24 de abril de 2013): se trabajó con una relación molar aceite: alcohol 1:9; se utilizaron 49.3g de etanol y 1.5g de hidróxido de potasio. La reacción se dejó por un tiempo de 3 horas.
• Ensayo 3 (24 de abril de 2013): se repitieron las condiciones del ensayo No. 1.
• Ensayo 4 (24 de abril de 2013): se trabajó con una relación molar aceite: alcohol 1:11; se emplearon 60.2g de etanol y 1.6g de hidróxido de potasio. La reacción se dejó por un tiempo de 2 horas.
• Ensayo 5 (25 de abril de 2013): se trabajó con una relación molar aceite: alcohol 1:13; se utilizaron 71.2g de etanol y 1.7g de hidróxido de potasio. La reacción se dejó por un tiempo de 2 horas.
• Ensayo 6 (26 de abril de 2013): se trabajó con una relación molar aceite: alcohol 1:11; se emplearon 60.2g de etanol y 1.6g de hidróxido de potasio. La reacción se dejó por un tiempo de 3 horas.
• Ensayo 7 (26 de abril de 2013): se trabajó con una relación molar aceite: alcohol 1:13; se utilizaron 71.2g de etanol y 1.7g de hidróxido de potasio. La reacción se dejó por un tiempo de 3 horas.
• Ensayo 8 (29 de abril de 2013): se repitieron las condiciones del ensayo No. 6.
D. Etapa de separación.
Después de haber finalizado la reacción de transesterificación para la obtención de biodiesel, se pasó al proceso de separación.
E. Decantación.
Este proceso se llevó a cabo empleando decantadores con capacidad de 500mL. El tiempo de decantación fue de aproximadamente 24 horas con el fin de obtener una separación de fases propicia para realizar el lavado. En la Fig. 5 se muestra el proceso de separación de la glicerina y el biodiesel obtenido.
Fig. 5 Decantación del biodiesel.
F. Lavado.
Posterior a la etapa de decantación, se llevó a cabo el lavado del biodiesel obtenido con el fin de eliminar residuos de etanol y glicerina remanentes en el mismo; se realizaron cuatro lavados con porcentajes en volumen de 33.3%. del biodiesel conseguido.
Esta etapa consiste esencialmente en adicionar agua por aspersión sobre la mezcla. Es importante el uso de agua destilada para evitar contaminar el biodiesel con algunos cationes como el hierro y el cobre [1]. Las gotas de tama- ño fino generan una gran área de transferencia de masa evitando aplicar agitación, pues de lo contrario los componentes presentes se emulsionan formando una mezcla inseparable. Como resultado de la operación se forma una fase rica en ésteres (no polar) y otra rica en glicerina, etanol, catalizador y el agente de separación, en este caso agua (polar); en ocasiones se crean emulsiones en medio de las fases que deben dejarse decantar por períodos prolongados para que puedan retirarse. La operación se efectúa a temperaturas entre los 40°C y 50°C [21]. El volumen empleado de agua es el equivalente a la tercera parte del biodiesel obtenido, y la temperatura a la cual se lleva a cabo el lavado es de 50°C. En la Fig. 6 se muestra la etapa de lavado.
Fig. 6 Lavado del biodiesel
VII. Resultados y Análisis
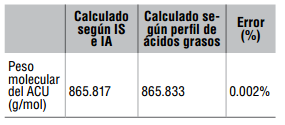
A. Peso molecular del aceite usado de cocina.
Se halló empleando el índice de acidez (IA) y el índice de saponificación (IS) obtenidos de la caracterización previa del aceite; el respectivo cálculo se encuentra en el anexo B. Este resultado se comparó con los cálculos realizados utilizando los datos del perfil de ácidos grasos, los cuales se muestran en el anexo C, al igual que el peso molecular de los monoglicéridos, diglicéridos y ésteres etílicos. Los resultados del peso molecular del aceite se muestran en la Tabla 4. Con base en estos resultados se hallan las cantidades de etanol necesarias para llevar a cabo la reacción de transesterificación.
TABLA IV.
Peso Molecular del Aceite
B. Determinación del rendimiento por cromatografía de gases.
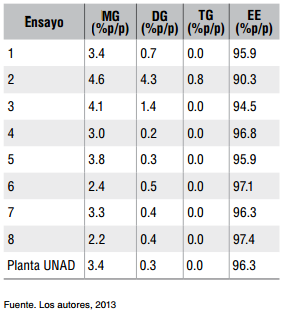
Para determinar los ésteres etílicos producidos mediante la reacción con catálisis básica, se le realizó a cada ensayo de laboratorio y a la corrida en planta piloto una cromatografía de gases, en la Universidad Nacional de Colombia. En la Tabla 5 se presentan los resultados en porcentaje peso/ peso (%p/p) de ésteres etílicos (EE), monoglicéridos (MG), diglicéridos (DG) y triglicéridos (TG) de cada uno de los ensayos realizados en laboratorio y la corrida en planta piloto.
TABLA V.
Resultados de las Cromatografías de Gases
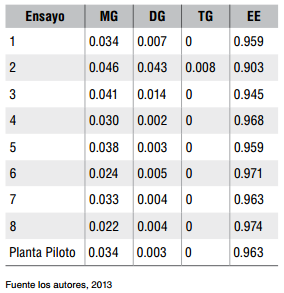
En la Tabla 6 se muestran las fracciones má- sicas de los monoglicéridos (MG), diglicéridos (DG), triglicéridos (TG) y ésteres etílicos (EE), para cada uno de los ensayos realizados en laboratorio, y la corrida en planta piloto.
TABLA VI.
Fracciones Másicas de MG, DG, TG y E
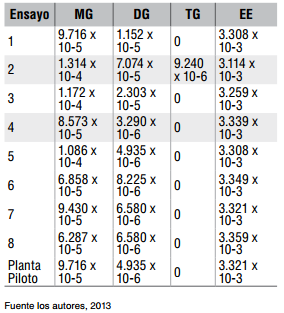
En la Tabla 7 se muestran las moles de cada uno de los componentes, para cada uno de los ensayos realizados en laboratorio, y la corrida en planta piloto.
TABLA VII.
Moles de MG, DG, TG y E
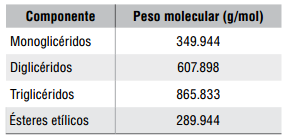
En la Tabla 8 se presentan los resultados de los pesos moleculares de los monoglicéridos, diglicé- ridos, triglicéridos y ésteres etílicos.
TABLA VIII.
Pesos Moleculares de MG, DG, TG y E
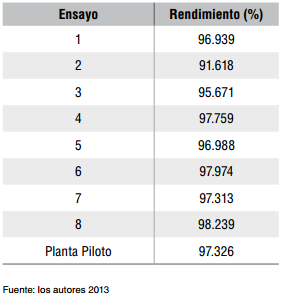
En la Tabla 9 se muestran los valores obtenidos de rendimiento por cromatografía de gases para cada ensayo realizado en laboratorio y en planta piloto.
TABLA IX.
Rendimiento Obtenido de los Resultados de las Cromatografías de Gases
C. Mejores condiciones para la producción de biodiesel
Con base en las cromatografías de gases y su respectivo análisis estadístico, se seleccionaron las mejores condiciones a las cuales la reacción de transesterificación para la obtención de biodiesel presenta mejor rendimiento. Dichas condiciones se presentan en la Tabla 10.
TABLA X.
Mejores Condiciones Para la Producción de Biodiesel
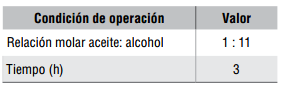
Con las condiciones mostradas en la Tabla 10, con una temperatura de reacción de 70°C y empleando el 1% de catalizador respecto de la carga total del reactor, se obtuvo un rendimiento de 97.33% evaluado según la cromatografía realizada.
D. Caracterización del biodiesel
Teniendo en cuenta la norma NTC 5444 [24] es necesario realizar la caracterización del biodiesel obtenido acorde con las especificaciones del mismo, para uso como combustible o como componente de mezclas con combustibles diesel.
La calidad del biodiesel determina el funcionamiento y la vida útil de los equipos de inyección de combustible en los motores diesel; de igual manera, determina el éxito en el mercado y la satisfacción o el rechazo de sus consumidores, principalmente a largo plazo [25]. Las pruebas de caracterización que se muestran a continuación:
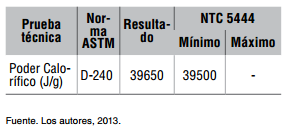
1) Poder calorífico. Según la norma NTC 5444, el poder calorífico inferior de referencia reportado por el método ASTM D240 debe estar alrededor de 39500 J/g; por lo tanto, el valor reportado en la tabla 11 es aceptable debido a que se encuentra en el rango y presenta una diferencia de 150 J/g, con respecto del valor estimado. Este valor indica la cantidad de calor que se puede llegar a obtener por la combustión del combustible. El desarrollo de potencia del motor es proporcional al poder calorífico obtenido.
TABLA XI.
Resultado de la Prueba de Poder Calorífico
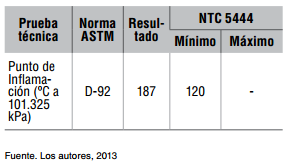
2) Punto de inflamación. Según la norma NTC 5444, el valor mínimo de esta característica del Biodiesel debe ser de 120ºC y el valor del producto obtenido fue de 187ºC, presentando de esta manera una diferencia con el valor estimado, de 67°C, lo cual indica que se necesita una mayor temperatura para que el biocombustible se vuelva una mezcla que se incendie al ponerla en contacto con una llama o chispa. Este valor hace que el producto tenga un manejo, transporte y almacenamiento más simples. Una baja temperatura en esta propiedad está dada por un residuo elevado de etanol, lo cual indica que gracias a los lavados que se le realizaron al producto, este quedó con bajo contenido de etanol [26].
TABLA XII.
Resultado de la Prueba Punto de Inflamación
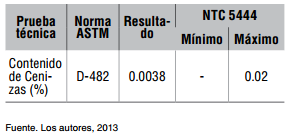
3) Cenizas. El valor máximo aceptado por la norma NTC 5444 para este parámetro es de 0.02% y el valor que se obtuvo del producto fue de 0.0038%, presentando así una diferencia de 0.0162%. El valor obtenido en la caracterización es un resultado muy bajo con respecto del establecido, lo que indica que los residuos de catalizador fueron retirados favorablemente con los lavados realizados al biodiesel, lo cual evita la saturación del filtro y al desgaste en diversas partes del motor [27].
TABLA XIII.
Resultado de la Prueba de Contenido de Cenizas
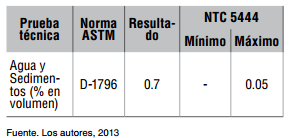
4) Agua y sedimentos. La presencia de agua y sólidos puede colmatar filtros y darle al combustible unas propiedades de lubricidad menores. Según la norma NTC 5444, el valor máximo es de 0.05% y el valor del producto obtenido fue de 0.7%, siendo 0.65% la diferencia entre estos dos valores. El resultado de agua en este proceso se debe principalmente al lavado del biodiesel y al almacenamiento del mismo. El biodiesel al ser higroscópico puede absorber agua si se pone en contacto con aire húmedo; por lo tanto, es recomendable almacenarlo bajo una atmósfera inerte como nitrógeno. Los sedimentos pueden presentarse, principalmente, por un mal proceso de purificación del combustible o contaminación. Afectan especialmente a la temperatura de cristalización y al número de cetano [28].
TABLA XIV.
Resultado de la Prueba de Agua y Sedimentos
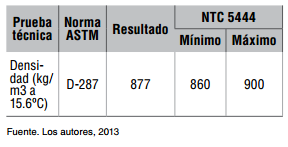
5) Densidad. Esta propiedad depende de la materia prima utilizada para su producción. Un exceso de etanol, genera disminución en la densidad, situación que causa problemas al motor. Según la norma NTC 5444 el valor mínimo de esta característica del biodiesel debe ser de 860kg/m3 y el valor máximo de 900kg/m3; el valor del producto obtenido fue de 877 kg/m3, el cual es aceptable ya que se encuentra dentro del rango establecido, indicando de esta manera que con los lavados realizados al biodiesel, se retiró el etanol presente [29].
Tabla XV.
Resultado de la Prueba de Densidad
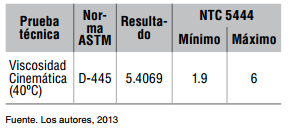
6) Viscosidad cinemática. Según la norma NTC 5444, el valor mínimo de esta característica del biodiesel debe ser de 1.9 mm2/s y el valor máximo de 6 mm2/s; el valor del producto obtenido fue de 5.4069 mm2/s lo cual indica que es aceptable ya que se encuentra dentro del rango establecido. Sin embargo, se debe presentar una viscosidad mínima para evitar pérdidas de potencia debidas a las fugas en la bomba de inyección y en el inyector. La viscosidad es un parámetro sumamente importante en los combustibles, ya que afecta directamente al proceso de atomización. Combustibles con alta viscosidad tienden a formar gotas más grandes en la inyección y a ocasionar una mala atomización del combustible, así como a fomentar la formación de depósitos en el motor y a provocar la necesidad de mayor energía en el bombeo del combustible [30].
Tabla XVI.
Resultado de la Prueba de Viscosidad Cinemática
7) Índice de cetano. El valor mínimo aceptado por la norma NTC 5444 para el número de cetano es de 47 y el valor que se obtuvo del producto fue de 55.6, siendo la diferencia entre estos dos valores, de 8.6; el valor de la caracterización es un resultado aceptable con respecto del que establece la norma, debido a que un número alto de cetano implica un arranque más fácil y un buen encendido en frío; por otro lado, un bajo número de cetano genera ruidos en el motor, prolongando el retraso en la ignición y aumentando el peso molecular en las emisiones[26].
Tabla XVII.
Resultados de la Prueba de Indice de Cetano
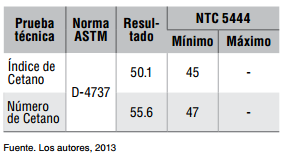
En cuanto al índice de cetano, el valor mínimo aceptado es de 45 y el valor que se obtuvo después de los respectivos cálculos fue de 50.1, presentando así una diferencia de 5.1. Este resultado igualmente es aceptable, debido a que un valor bajo en el índice de cetano indica poca tendencia a la ignición, mayor cantidad de depósitos en el motor y mayor desgaste de los pistones [31].
8) Curva de destilación. Según la norma NTC 5444, el valor de esta característica del biodiesel debe ser máximo de 360ºC y el valor del producto obtenido fue de 336.8ºC, siendo la diferencia entre estos dos valores de 23.2°C.
TABLA XVIII.
Resultado Final de la Prueba de Curva de Destilación
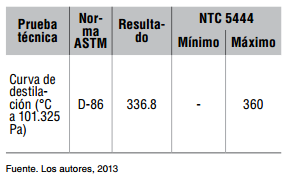
TABLA IXX.
Resultados Parciales de la Prueba de Curva de Destilación
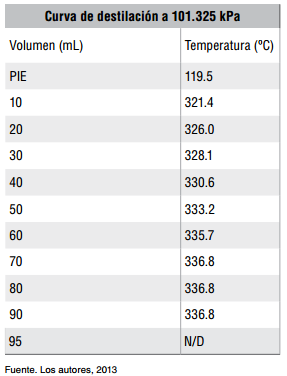
La destilación es un fenómeno físico de separación de los componentes de un producto por vaporización parcial del mismo mediante previo calentamiento. Es la característica esencial para reconocer si un producto ha sido adulterado y permite además hacer las respectivas correcciones en los diferentes cortes, pues de su valor inicial, intermedio y final se concluye sobre las fracciones ligeras o pesadas, las mismas que condicionan la calidad de un producto [32].
VIII. Conclusiones
• Se obtuvo biodiesel en la planta piloto de la Universidad Nacional Abierta y a Distancia (UNAD), a partir de aceite de cocina usado y etanol anhidro, empleando el hidróxido de sodio como catalizador.
• Se determinó la metodología de obtención de biodiesel en la planta piloto de la Universidad Nacional Abierta y a Distancia (UNAD), llevando a cabo 8 ensayos en laboratorio, en donde se realizaron variaciones en las relaciones molares aceite: alcohol y el tiempo de reacción y estableciendo las mejores condiciones con la determinación del rendimiento en cada uno de estos. La relación molar aceite:alcohol 1:11 y el tiempo de reacción de 3 horas son las condiciones más favorables.
• Se evaluó el efecto de la relación molar de alimentación aceite: alcohol realizando variaciones de 1:9, 1:11 y 1:13, obteniendo rendimientos para un tiempo de dos horas de 96.94%, 97.76% y 96.99%, respectivamente; para un tiempo de tres horas, el rendimiento obtenido para cada una de estas variaciones fue de 91.62%, 98.24% y 97.31% correspondientes a las relaciones de 1:9, 1:11 y 1:13. La relación molar aceite : alcohol más conveniente, entonces, es la de 1:11, con un tiempo de reacción de 3 horas.
• Se realizó la caracterización de las propiedades (poder calorífico, punto de inflamación, cenizas, agua y sedimentos, densidad, viscosidad e índice de cetano) del biodiesel obtenido en la Universidad Nacional Abierta y a Distancia (UNAD), y dado que los valores logrados en dicho proceso están dentro de los rangos límites de la norma NTC 5444, este combustible presenta posibilidades propicias para su uso en motores de combustión interna de encendido por compresión.
• Se determinó el rendimiento de la reacción empleando el equipo de la planta piloto de la Universidad Nacional Abierta y a Distancia (UNAD), llevando a cabo cromatografía de gases lo que permitió establecer que las condiciones que presentaron mejores resultados durante el proceso de transesterificación en presencia de catalizador básico, hidróxido de potasio, a una temperatura de 70ºC con agitación de 500 rpm fueron: relación molar aceite : alcohol 1:11 con un tiempo de reacción de tres horas, alcanzando un rendimiento de 97.33% determinado por cromatografía de gases.
• Los resultados del análisis de las propiedades físicas y químicas del aceite de cocina usado, empleado como materia prima para la producción de biodiesel, fueron satisfactorios, debido a que cumplen con los requerimientos establecidos por la literatura; al realizar el respectivo cálculo del peso molecular, los datos fueron semejantes con los resultados obtenidos empleando el perfil de ácidos grasos.
• Con base en el análisis del efecto de las condiciones de operación, se concluyó que para lograr un rendimiento superior al 95%, es necesario trabajar con una relación molar no superior a 1:11 y un tiempo de reacción de tres horas para facilitar el proceso de separación.
Referencias